FX2N系列 PLC在随动控制系统中的应用
随动系统是指当某参量的变化规律为无法预先确定的时间函数, 其被控量能够以一定的精度跟随参量变化的控制系统,它在化工、冶金、轻工等行业的控制系统中广泛存在。PLC随着功能模块及控制指令的完善,在随动控制系统中替代常规仪表控制,得到了越来越广泛的应用。这里以刨花板生产线的拌胶机系统为例,介绍PLC 在随动控制系统中的应用。
1.PLC 工艺过程及要求:
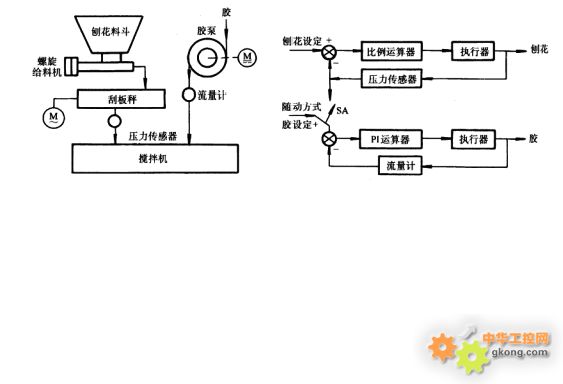
拌胶机的工艺流程如图所示。
刨花由螺旋给料机供给,压力传感器检测刨花量。胶由胶泵抽给,用电磁流量计检测胶流量; 刨花和胶要按一定的比率送到拌胶机内搅拌,然后将混料供给下一道工序蒸压成型。
要求刨花量和胶量恒定,并有一定的比例关系,即胶量随刨花量的变化而变化,精度要求小于3%。
2.PLC 的选型
拌胶机控制系统的输入信号有7 个,其中用于启动、停止、随动选择的 3 个开关为开关信号,刨花设定、压力传感器、胶设定、流量计信号 4 个为模拟量信号;输出信号有 2
,用于驱动可控硅调速装置及螺旋给料机驱动器,均为模拟信号。
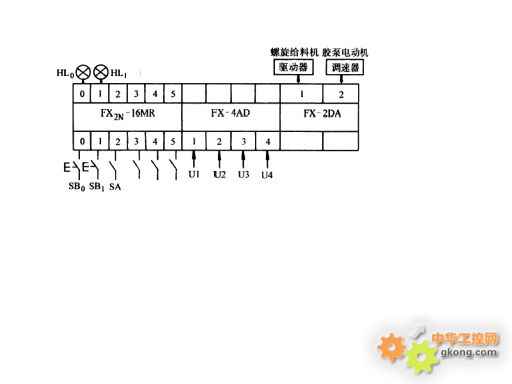
根据I/O信号的数量、类型以及控制要求,选择 FX2N-16MR主机,4 通道模拟量输入模块FX-4AD, 2通道模拟量输出模块 FX-2DA。这样共有8 个开关量输入点, 8个开关量输出点,4 个模拟量输入通道,2 个模拟量输出通道,满足控制要求。主机与功能模块以及外部 I/O信号的连接如图示。
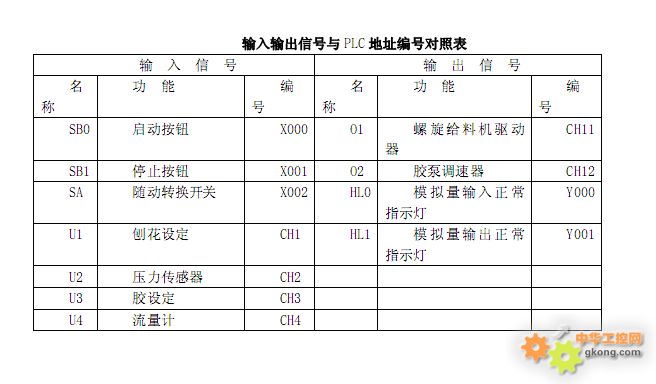
I/O地址编号
将输入信号7个,输出信号2个按各自的功能类型分好,并与 PLC的 I/O端一一对应,
编排好地址。列出外部 I/O信号与PLC的 I/O 端地址编号对照表,如表所示。
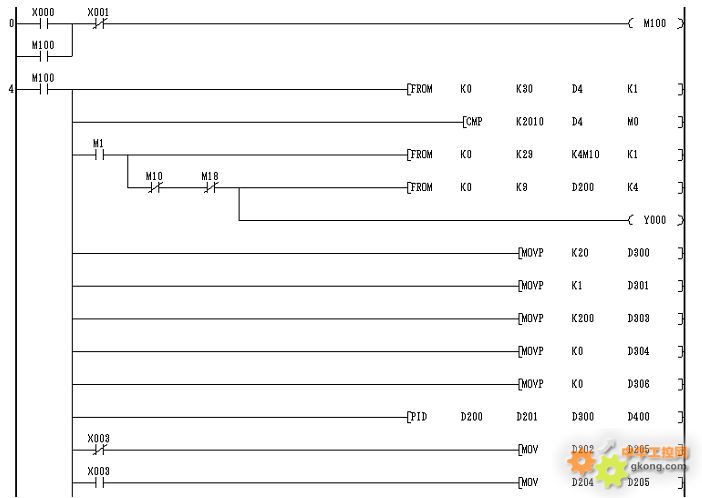
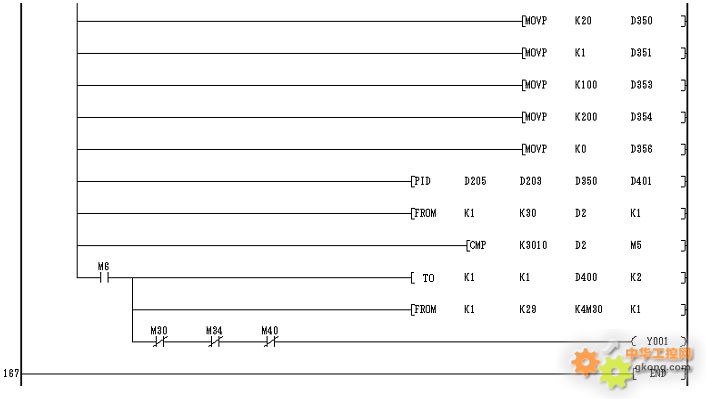
PLC 梯形图程序
根据控制原理图,螺旋给料机采用比例控制,比较系数 p K =2;胶泵电机采用 PI 控制,
通过PI调节,抑制输入波动,达到控制要求。拌胶机控制系统梯形图及有关注释如图:(见下帖)