刀具补偿功能指令
刀具的补偿包括刀具的偏置和磨损补偿,刀尖半径补偿。
声明:刀具的偏置和磨损补偿,是由T代码指定的功能,而不是由 G代码规定的准备功能,但为了方便用户阅读,保持整个说明书的系统性和连贯性,改在此处描述。
(1)刀具偏置补偿和刀具磨损补偿
我们编程时,设定刀架上各刀在工作位时,其刀尖位置是一致的。但由于刀具的几何形状、及安装的不同,其刀尖位置是不一致的,其相对于工件原点的距离也是不同的。因此需要将各刀具的位置值进行比较或设定,称为刀具偏置补偿。刀具偏置补偿可使加工程序不随刀尖位置的不同而改变。刀具偏置补偿有两种形式:
其一、绝对补偿形式
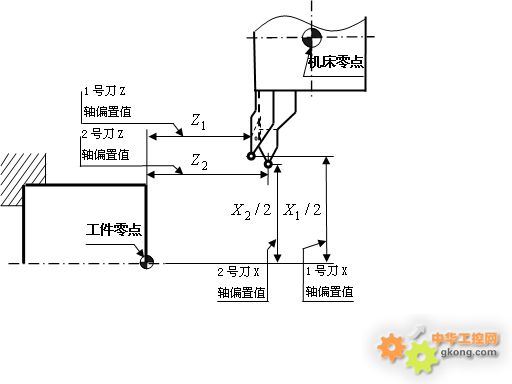
见图,绝对刀偏即机床回到机床零点时,工件零点,相对于刀架工作位上各刀刀尖位置的有向距离。当执行刀偏补偿时,各刀以此值设定各自的加工坐标系。故此,虽刀架在机床零点时,各刀由于几何尺寸不一致。各刀刀位点相对工件零点的距离不同,但各自建立的坐标系均与工件坐标系重合。
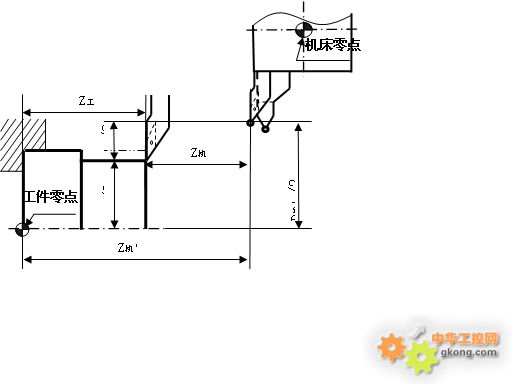
见图,机床到达机床零点时,机床坐标值显示均为零,整个刀架上的点可考虑为一理想点,故当各刀对刀时,机床零点可视为在各刀刀位点上。本系统可通过输入试切直径、长度值,自动计算工件零点相对与各刀刀位点的距离。其步骤如下:
1、按下MDI子菜单下的“刀具偏置表”功能按键;
2、用各刀试切工件端面,输入此时刀具在将设立的工件坐标系下的Z轴坐标值(测量)。如编程时将工件原点设在工件前端面,即输入0(设零前不得有Z轴位移)。系统源程序通过公式:Z机′=Z机-Z工 ,自动计算出工件原点相对与该刀刀位点的Z轴距离。
3、用同一把刀试切工件外圆,输入此时刀具在将设立的工件坐标系下的X轴坐标值,即试切后工件的直径值(设零前不得有X轴位移)。
系统源程序通过公式:D机′= D机-D工,自动计算出工件原点相对与该刀刀位点的X轴距离。
退出换刀后,用下一把刀重复2~3步骤;即可得到各刀绝对刀偏值,并自动输入到刀具偏置表中。
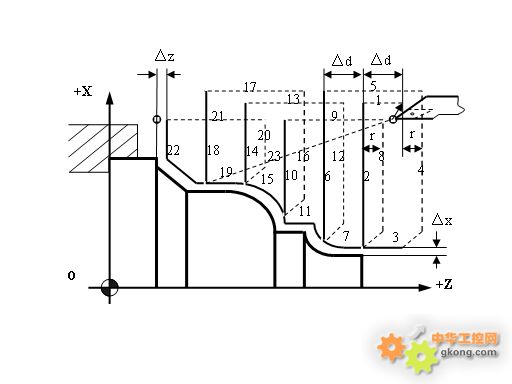
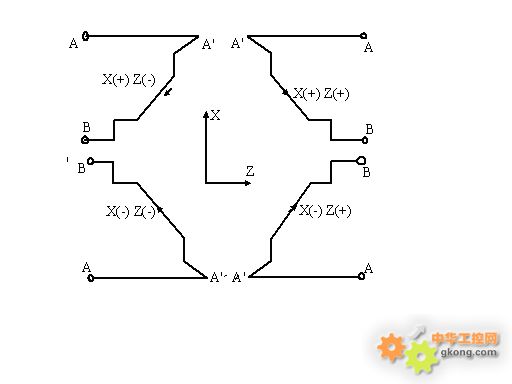
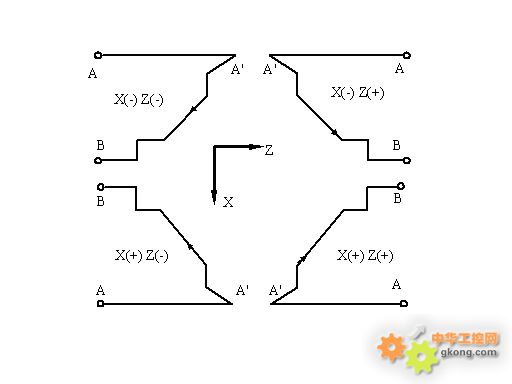
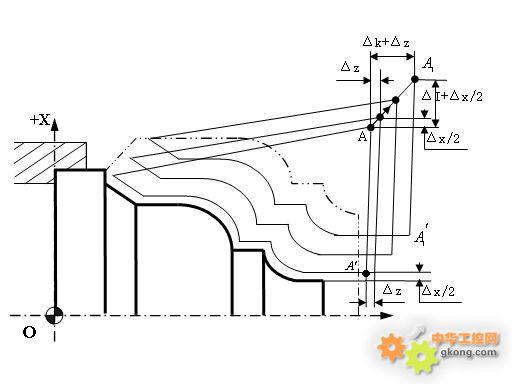
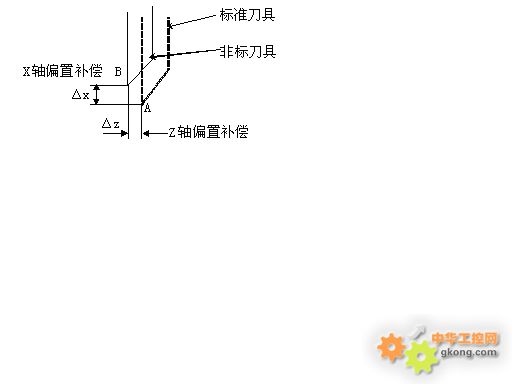
其二、相对补偿形式。如图所示,在对刀时,确定一把刀为标准刀具,并以其刀尖位置A为依据建立坐标系。这样,当其它各刀转到加工位置时,刀尖位置B相对标刀刀尖位置A就会出现偏置,原来建立的坐标系就不再适用,因此应对非标刀具相对于标准刀具之间的偏置值△x、△z进行补偿,使刀尖位置B移至位置A。本系统是通过控制机床拖板的移动实现补偿的。
标刀偏置值为机床回到机床零点时,工件零点相对于工作位上标刀刀位点的有向距离。
如果有对刀仪,相对刀偏值的测量步骤是:
1、 将标刀刀位点移到对刀仪十字中心,;
2、 在功能按键主菜单下或MDI子菜单下,将刀具当前位置设为相对零点;
3、 退出换刀后,将下一把刀移到对刀仪十字中心;此时显示的相对值,即为该刀相对与标刀的刀偏值。
如果没有对刀仪,相对刀偏值的测量步骤是:
1、 标刀试切工件端面,在功能按键主菜单下或MDI子菜单下,将刀具当前Z轴位置设为相对零点;(设零前不得有Z轴位移)
2、 用标刀试切工件外圆,在功能按键主菜单下或MDI子菜单下,将刀具当前X轴位置设为相对零点(设零前不得有X轴位移)。此时,标刀已在工件上切出一基准点。当标刀在基准点位置时,也即在设置的相对零点位置;
3、 退出换刀后,将下一把刀移到工件上基准点的位置上;此时显示的相对值,即为该刀相对与标刀的刀偏值。