发表于:2009/12/23 9:00:42
#20楼
【数控机床基础教程】
以世纪星车床数控系统(HNC-21/22T)为例说一下编程方法:1、工件坐标系是编程人员在编程时使用的,编程人员选择工件上的某一已知点为原点(也称程序原点),建立一个新的坐标系,称为工件坐标系。工件坐标系一旦建立便一直有效,直到被新的工件坐标系所取代。
工件坐标系的原点选择要尽量满足编程简单,尺寸换算少,引起的加工误差小等条件。一般情况下,程序原点应选在尺寸标注的基准或定位基准上。对车床编程而言,工件坐标系原点一般选在,工件轴线与工件的前端面、后端面、卡爪前端面的交点上。
对刀点是零件程序加工的起始点,对刀的目的是确定程序原点在机床坐标系中的位置,对刀点可与程序原点重合,也可在任何便于对刀之处,但该点与程序原点之间必须有确定的坐标联系。
可以通过CNC将相对于程序原点的任意点的坐标转换为相对于机床零点的坐标。
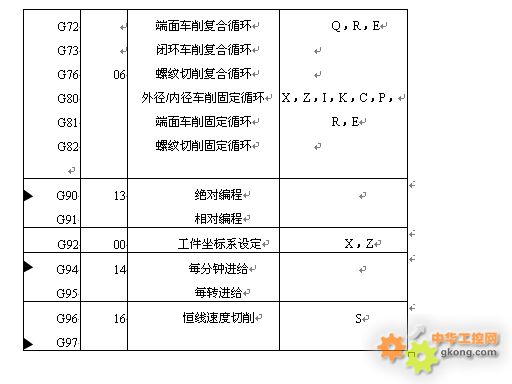
加工开始时要设置工件坐标系,用G92指令可建立工件坐标系;用G54~G59及刀具指令可选择工件坐标系。
2、零件程序的结构
一个零件程序是一组被传送到数控装置中去的指令和数据。
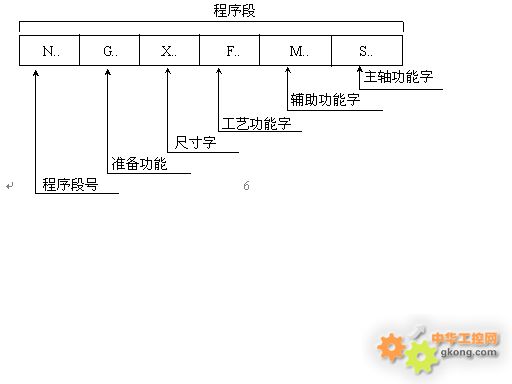
一个零件程序是由遵循一定结构、句法和格式规则的若干个程序段组成的,而每个程序段是由若干个指令字组成的。
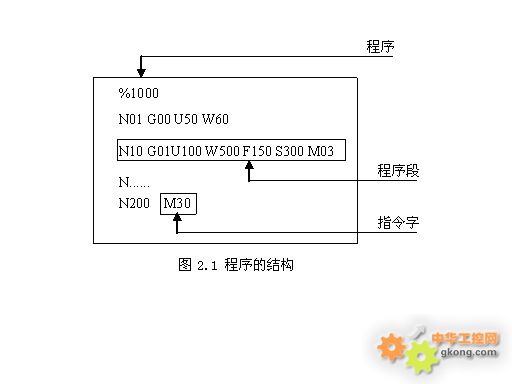
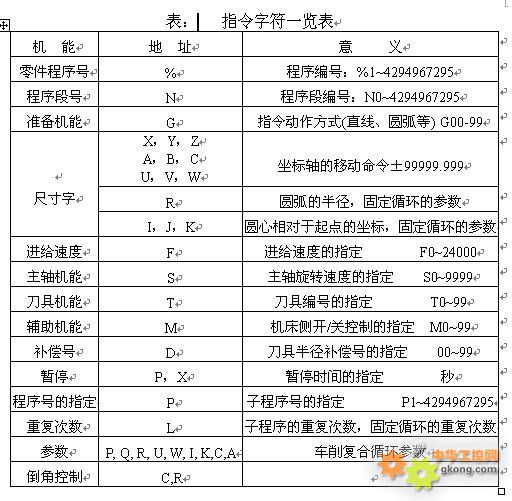
一个指令字是由地址符(指令字符)和带符号(如定义尺寸的字)或不带符号(如准备功能字G代码)的数字数据组成的。
程序段中不同的指令字符及其后续数值确定了每个指令字的含义。在数控程序段中包含的主要指令字符如表所示。