发表于:2010/1/14 11:12:03
#60楼
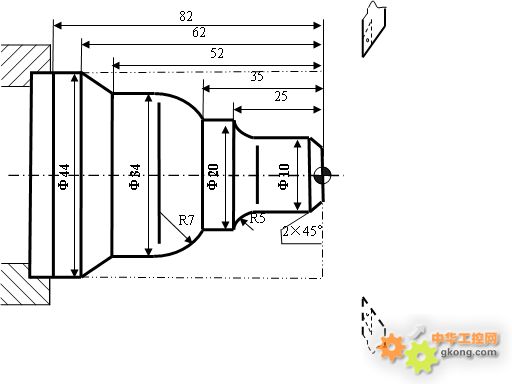
用外径粗加工复合循环编制图所示零件的加工程序:要求循环起始点在A(46,3),切削深度为1.5mm(半径量)。退刀量为1mm,X方向精加工余量为0.4mm,Z方向精加工余量为0.1mm,其中点划线部分为工件毛坯。
[此贴子已经被作者于2010-1-14 11:18:38编辑过]