回参考点控制指令
回参考点控制指令
(1) 自动返回参考点G28
格式:G28 X_Z_
说明:
X、Z: 绝对编程时为中间点在工件坐标系中的坐标;
U、W:增量编程时为中间点相对于起点的位移量。
G28指令首先使所有的编程轴都快速定位到中间点,然后再从中间点返回到参考点。
一般,G28指令用于刀具自动更换或者消除机械误差,在执行该指令之前应取消刀尖半径补偿。
在G28的程序段中不仅产生坐标轴移动指令,而且记忆了中间点坐标值,以供G29使用。
电源接通后,在没有手动返回参考点的状态下,指定G28时,从中间点自动返回参考点,与手动返回参考点相同。这时从中间点到参考点的方向就是机床参数“回参考点方向”设定的方向。
G28指令仅在其被规定的程序段中有效。
(2) 自动从参考点返回G29
格式:G29 X_Z_
说明:
X、Z:绝对编程时为定位终点在工件坐标系中的坐标;
U、W:增量编程时为定位终点相对于G28中间点的位移量。
G29可使所有编程轴以快速进给经过由G28指令定义的中间点,然后再到达指定点。通常该指令紧跟在G28指令之后。
G29指令仅在其被规定的程序段中有效。
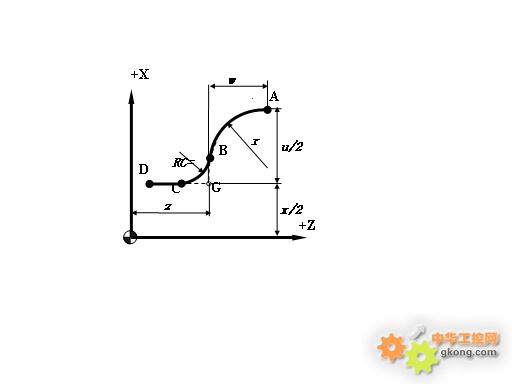
用G28、G29对图所示的路径编程:要求由A经过中间点B并返回参考点,然后从参考点经由中间点B返回到C。
%3313
N1 G92 X50 Z100 (设立坐标系,定义对刀点A的位置)
N2 G28 X80 Z200 (从A点到达B点再快速移动到参考点)
N3 G29 X40 Z250 (从参考点R经中间点B到达目标点C)
N4 G00 X50Z100 (回对刀点)
N5 M30 (主轴停、主程序结束并复位)
本例表明,编程员不必计算从中间点到参考点的实际距离。