发表于:2008/12/16 8:47:00
#0楼
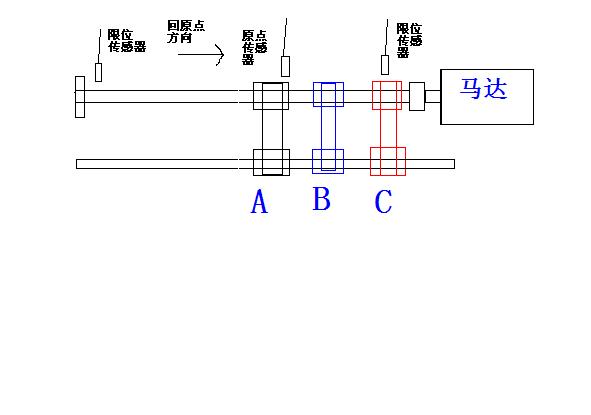
各位好!小弟近期遇上这样一个问题!如图所示!当马达回原点时,从左到右进行原点搜索,这样回原点到A点没有问题,但是如果我回到原点后,突然断电了,又有人为的往右移动了机械手!如图B位置,若此时系统上电,并按复位,机械还是按回原点的方向向右回原点,此时就回到了C的位置,系统并报警说超程!请问有什么办法可以解决这个问题吗?thanks!![附件]()