发表于:2023/3/6 16:43:43
#0楼
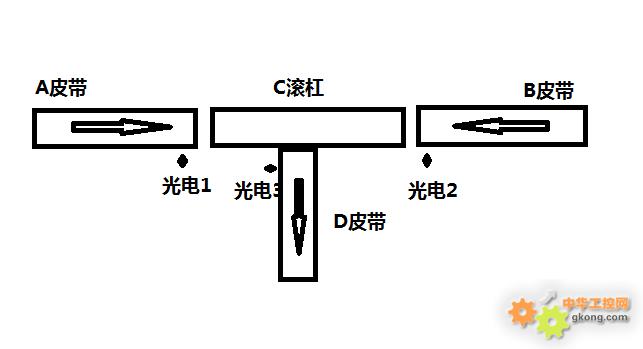
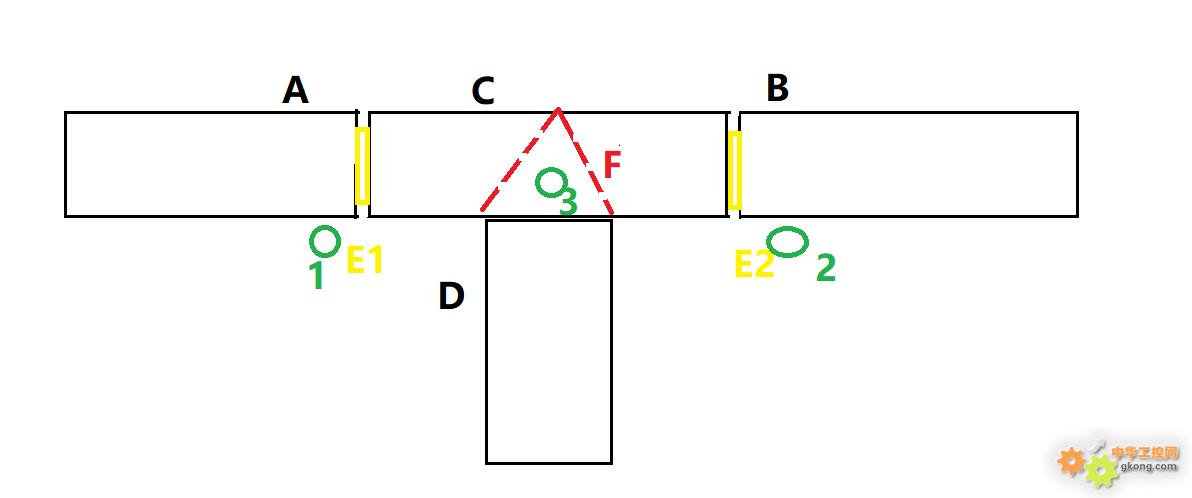
如图,产品从A皮带、B皮带进入C滚杠,再从C滚杠进入D皮带。
原B\C\D在一个PLC内控制,中间改造,新增了A皮带,并通过硬线改造,使用转换开关进行控制,手动选择从A皮带进C滚杠,或者从B皮带进C滚杠。
现在希望将手动选择进行优化,进行自动选择。
设备附近有台欧姆龙的CP1E,有多余的点位,打算利用起来,在A\B皮带头处各增加一个光电开关,进行产品进入前的检测,在D皮带处增加一个光电开关,作为产品出去C滚杠的确认。通过新增加的三个光电控制原转换开关,不对原设备进行变动。
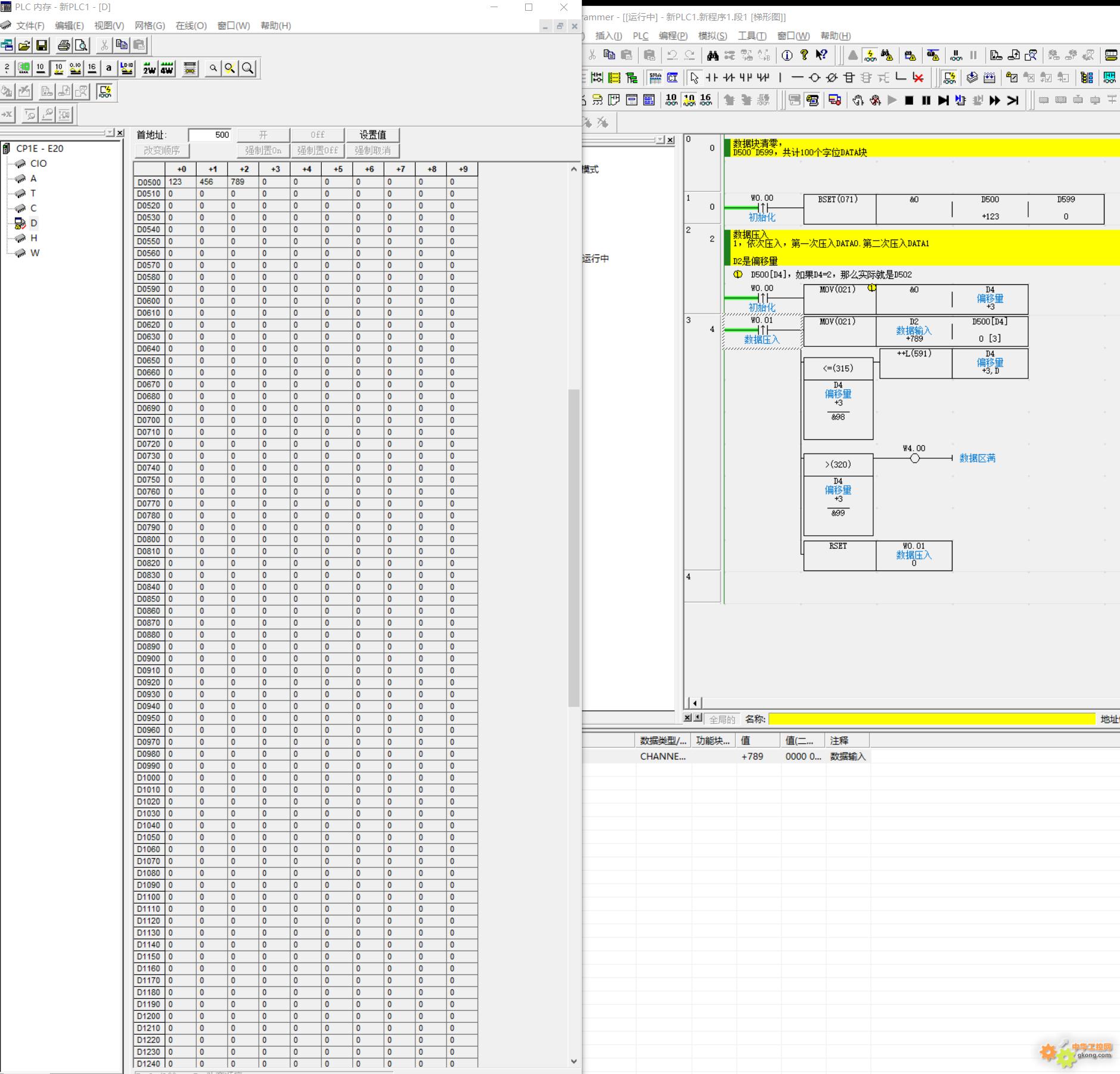
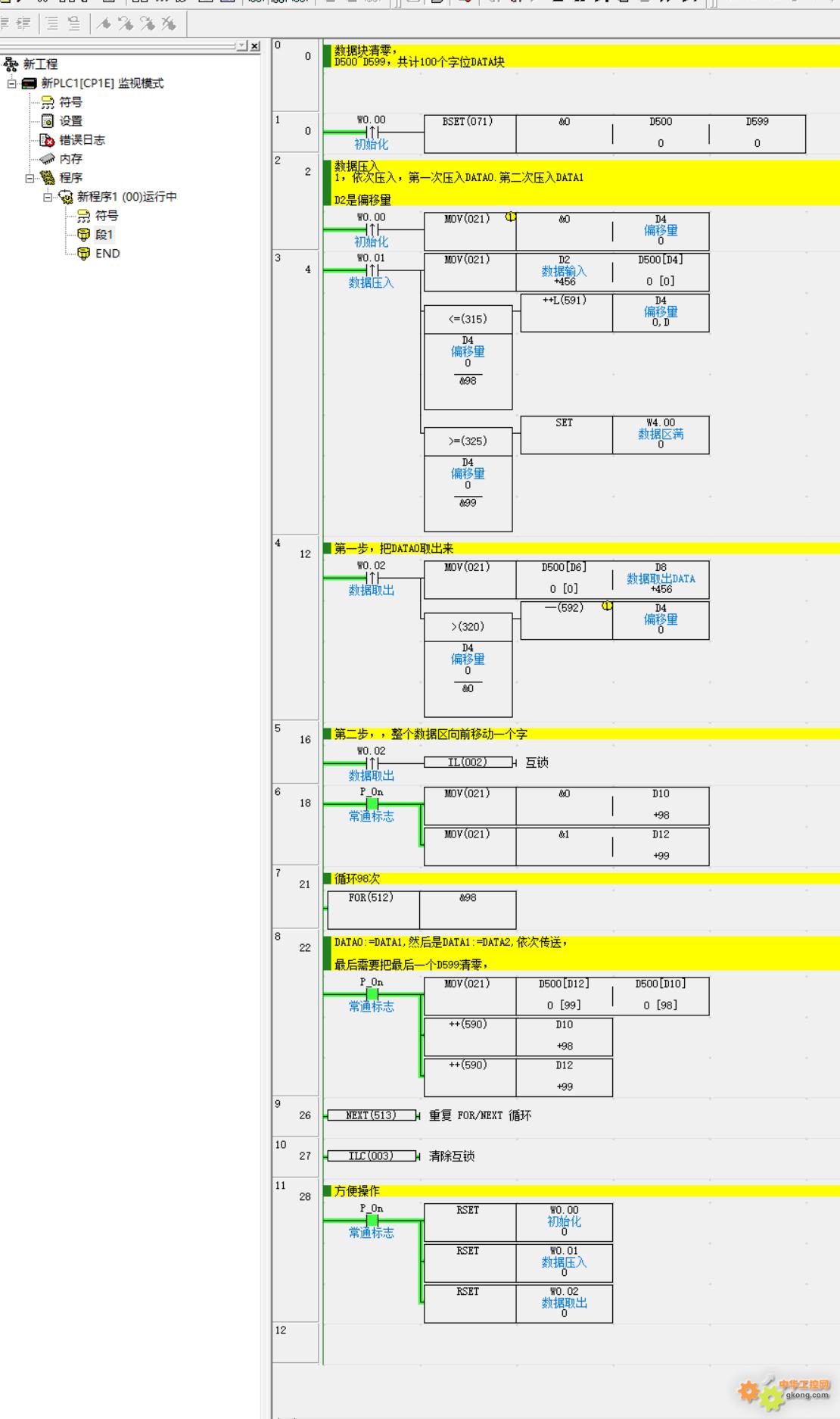
本来用先入先出指令进行控制,很容易实现,但是CP1E没有这个指令,请教各位大神,有没有什么好的改造建议?
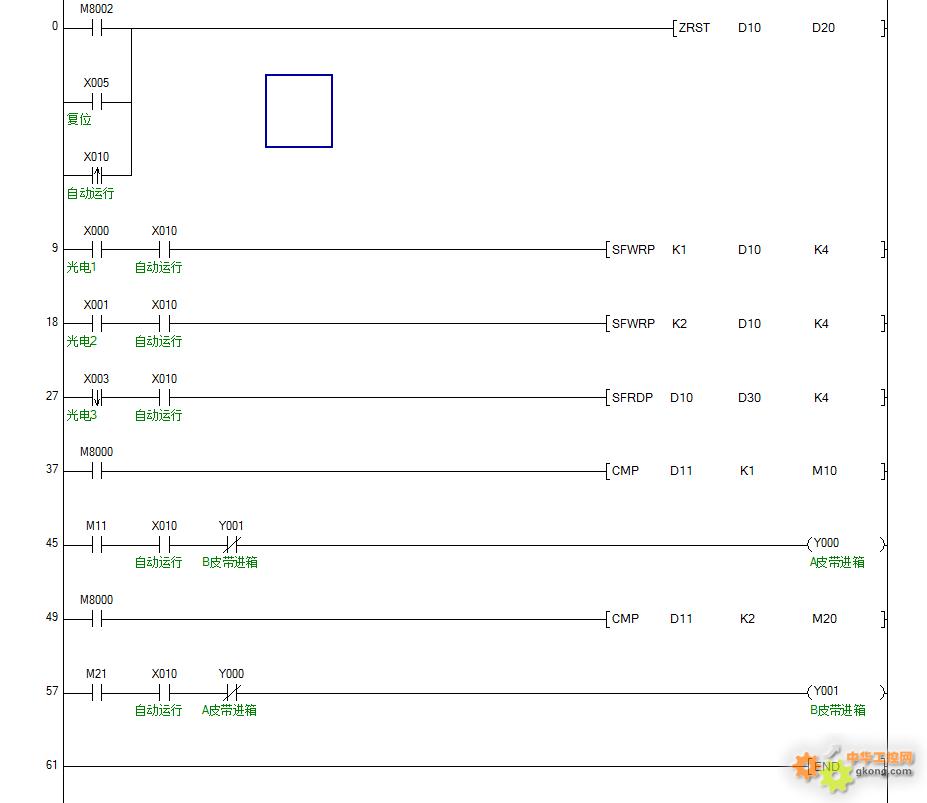
下图是用三菱的做的程序,欧姆龙的PUSH和FIFO指令在CP1E内找不到。
[此贴子已经被jint于2023/3/8 9:22:43编辑过]