以下是引用hnhyczj在2022/2/17 14:42:31的发言:
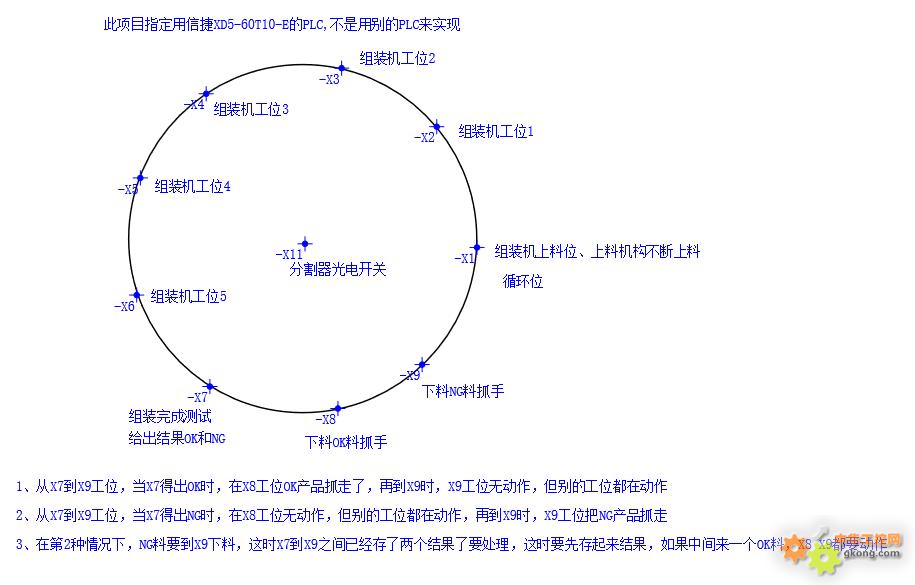
图是这样的,但是是高速不停的,当不管在OK还是NG取料时,检测也不停的在检测,OK和NG是不定的,当检测NG时,到NG取料过程中要记两个数据,检测-OK-NG,这过程是3,应该是一直记录检测的数据,然后把记录的最先收到的第1个数据处理,然后给到OK和NG,处理后扔掉,然后第2个,第3个。。。
假如第1个是OK:转1次--OK取料--转1次---NG放行--循环
假如第1个是NG:转1次--OK放行--转1次---NG取料--循环
高速?只要转盘转动间隔时间大于PLC扫面时间就不是问题.
X0 是转盘每转动一次出现一次,工位间隔要均匀或成倍,就是要X0能准确定位.
检测信号位置要在X0有的位置上,它检测完应该有个完成OK信号(最简单),要在X0出现的时间段检测完.假设控制w0.00.
你的方法太复杂了,要用到堆栈,或数据链还要考虑数据先后,如果处理不是紧挨着检测,比如之间可以放10个产品的ok/ng还要更复杂.
你只要在程序中加入(OK时),NG时可以忽略.
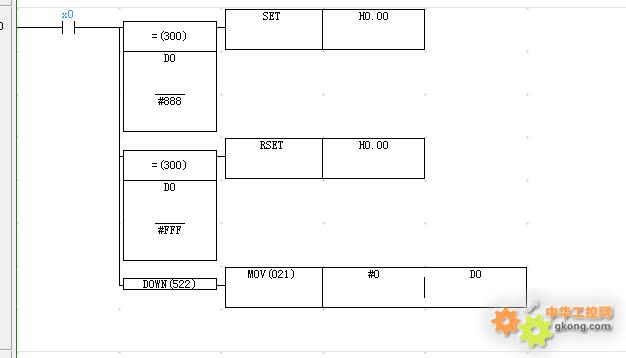
如果你的设备检测只能给出数据,比如OK是888,NG是FFF,000是检测中或没检测.
如果工艺要求变了,比如,OK操作在NG后面3个位置,就不要照搬,需要修改.
[此贴子已经被作者于2022/2/18 12:38:01编辑过]