发表于:2019/4/10 15:35:57
#0楼
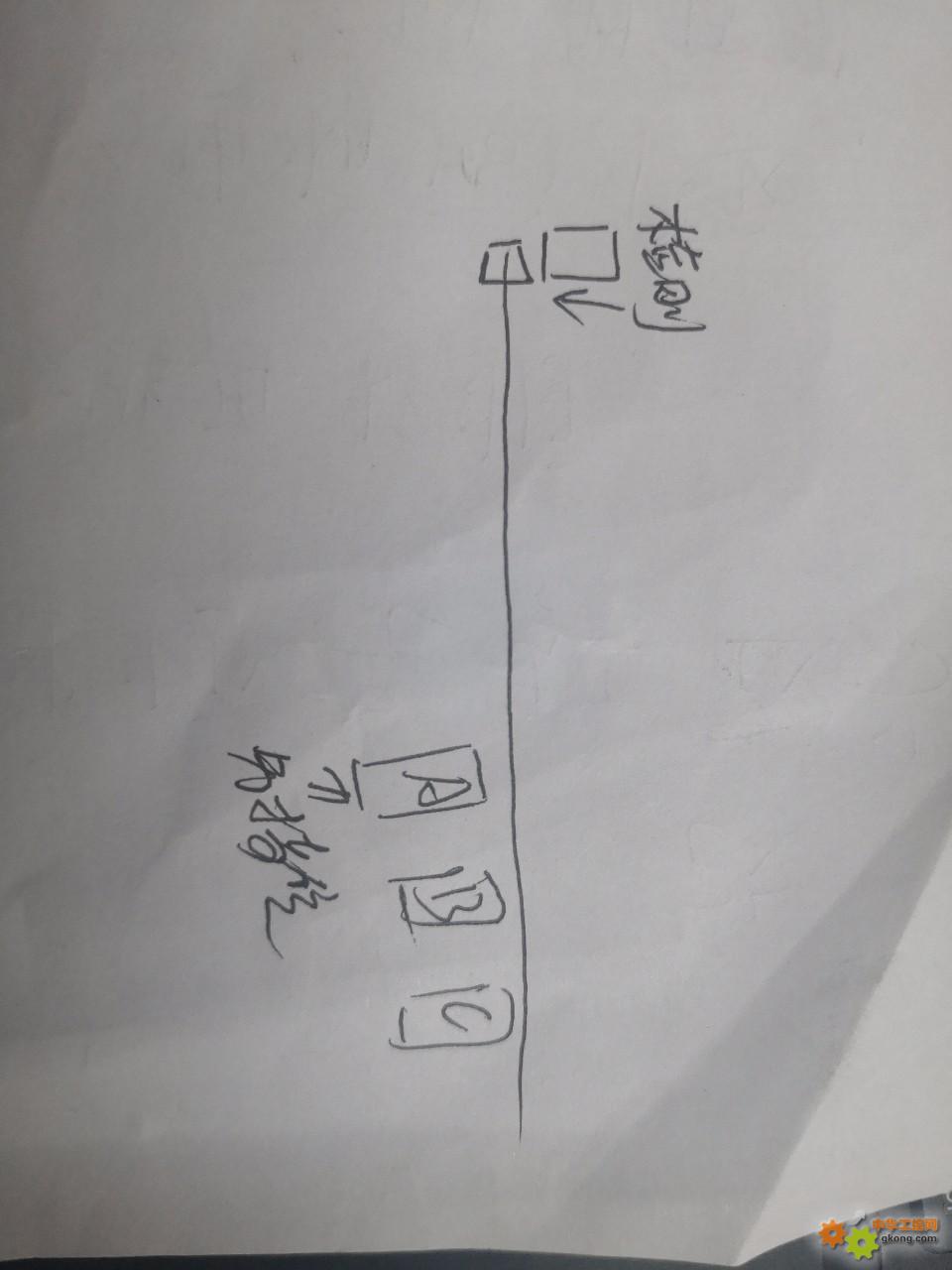
我想做一个分拣机程序欧姆龙cph系列
实现不同产品通过检测位以后给定每一个产品固定的脉冲到达分拣位
![附件 IMG_20190410_153157.jpg]()
实现不同产品通过检测位以后给定每一个产品固定的脉冲到达分拣位
[此贴子已经被jint于2019/4/10 17:00:45编辑过]
此帖发自手机工控论坛