














发表于:2019/4/11 21:07:06
#10楼
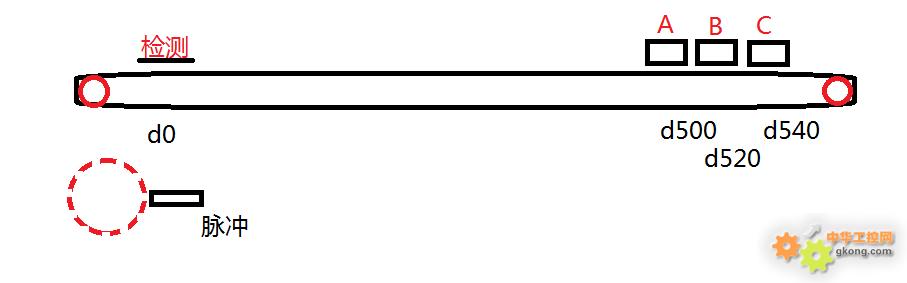
你可以这样做
普通电机就可以,匀速拖动传送带
制作“位置”检测脉冲,脉冲间隔要求:A-B-C之间能有N多个
视觉检测识别,将数据编码放D0,在A-B-C 位置,比较数据,分别推出A-B-C
附件:
[本地下载][此贴子已经被作者于2019/4/11 21:13:36编辑过]
