发表于:2023/7/5 9:03:09
#0楼
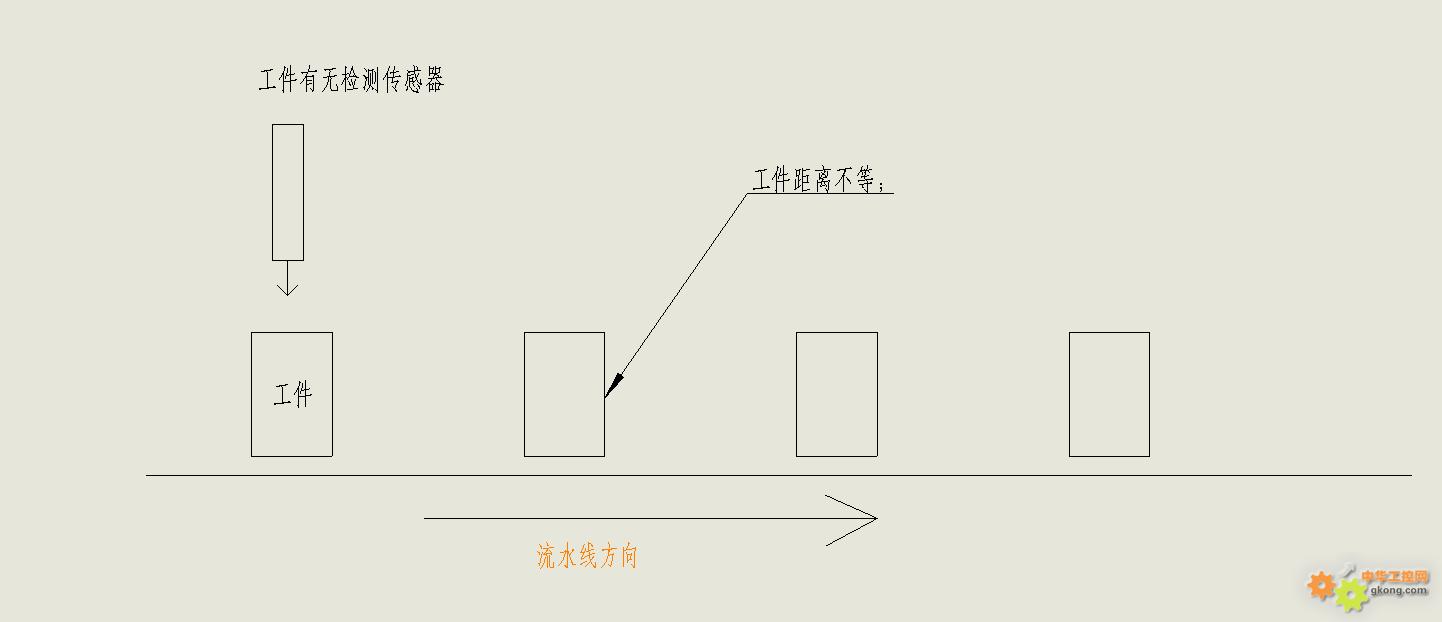
以上示意图,经常有工程需要
1.入口加个传感器检测有无感应
2.后面有一个或者多个加工动作(例如:不良品剔除)
~~~~~~~~~~
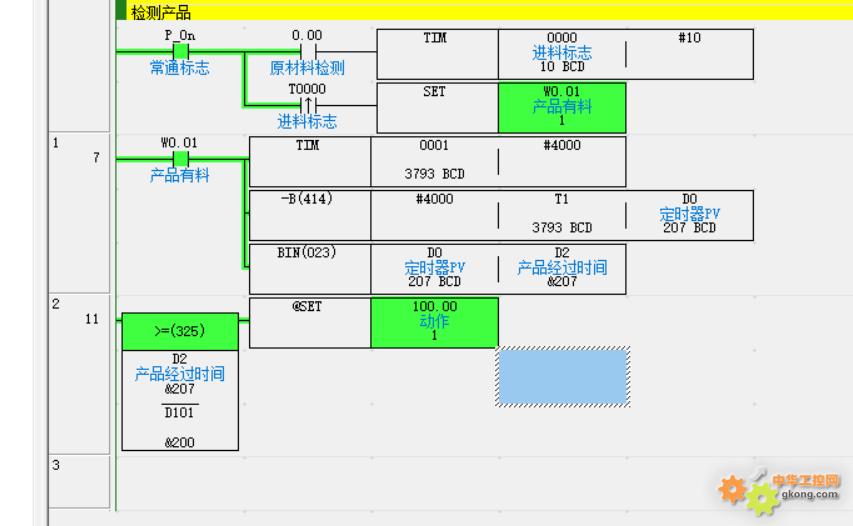
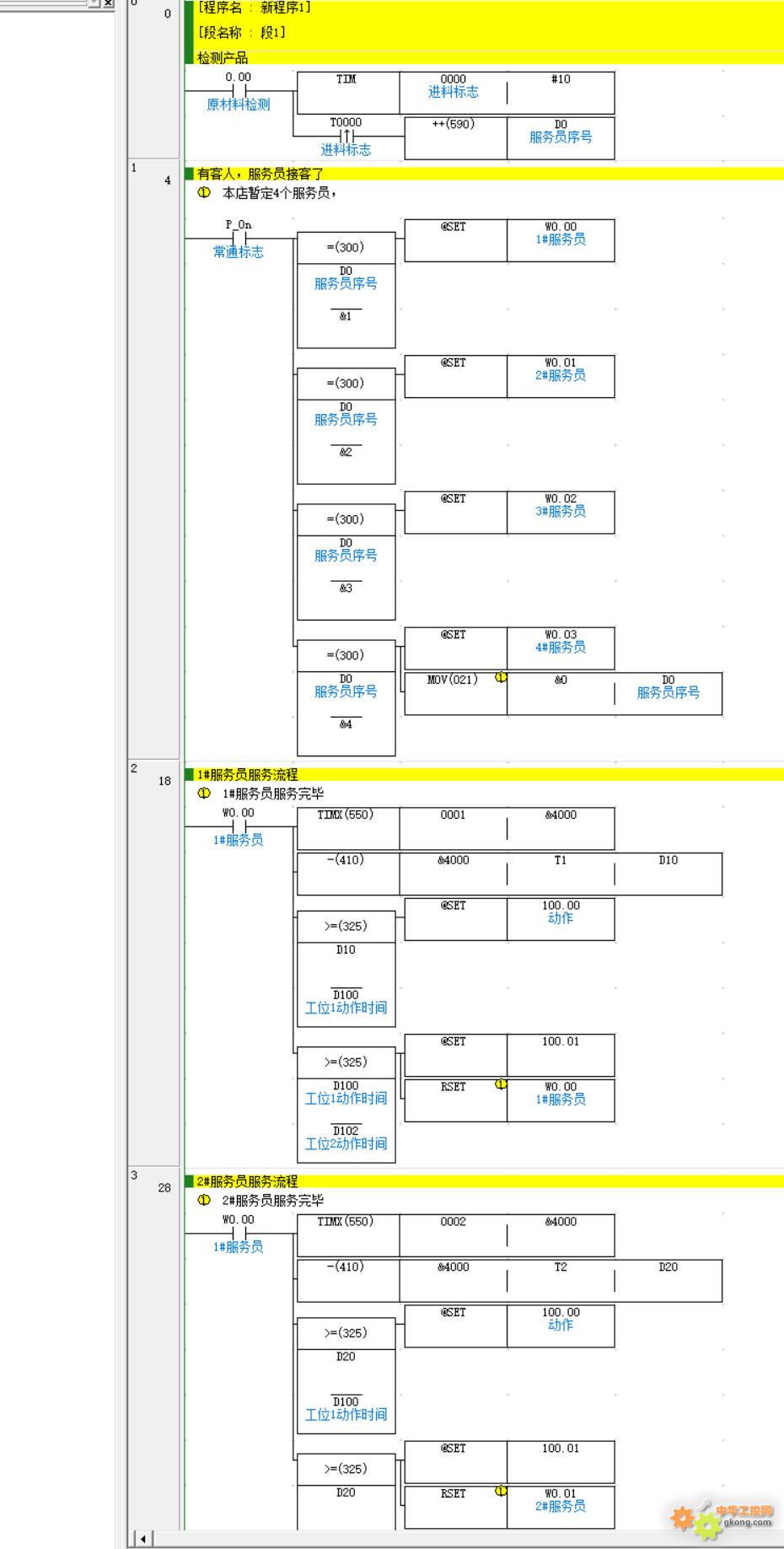
之前做得比较多的是转盘机,分割器+编码器+一个传感器(分割器动作一次感应一起),用移位处理非常简单,
例如:(程序或许有错,大意如下):

转盘机多工位的,例如第三个工位,就用H0.3,依此类推,非常方便。
~~~~~~~~~~~~~~~~
[此贴子已经被jint于2023/7/6 9:22:25编辑过]