发表于:2022/11/22 16:33:36
#0楼
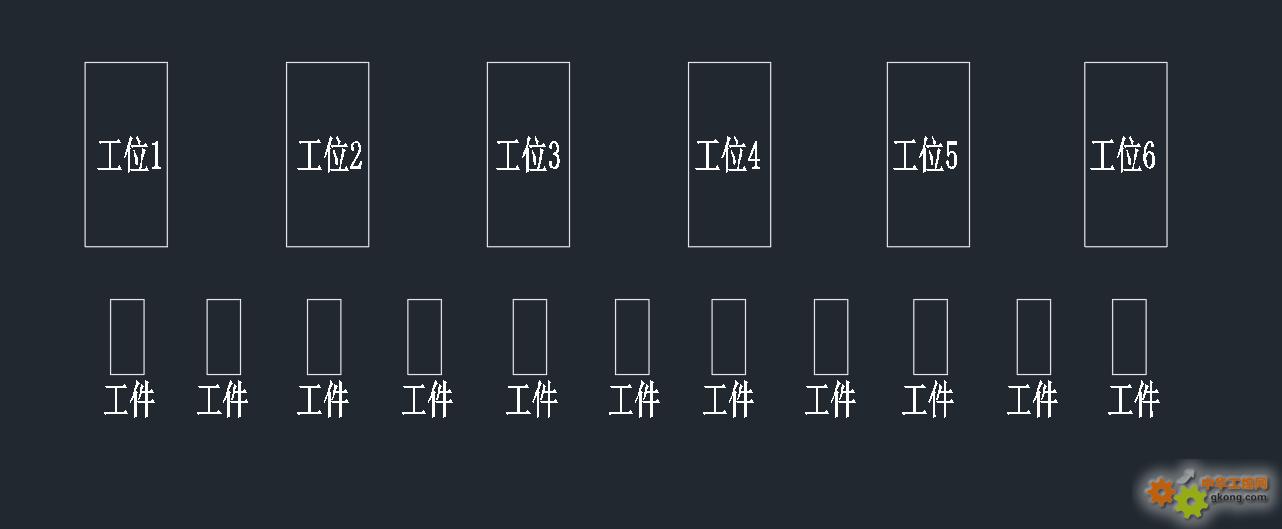
现在在进行一个项目,工件上是采用链条式供料,转动机构是伺服,有6个工位,每个工位需要把工件加工,加工完成后需要把工件放回在链条上,请教一下大伙,如何做到一直在上料,一边在加工工件后能放回链条上,不能有冲突!可能表达能力不太好,就画个简易图,希望大家能看明白!![附件 QQ截图20221122161154.jpg]()