发表于:2019/11/8 15:03:33
#20楼
= =不知道是我落后还是时代变了
我做非标新项目之前把整台设备分成若干部分的机构,然后把每个机构的循环点列出来,把动作流程想明白了,不懂就问机械设计,然后写好了逻辑流程图就一边打开它一边写程序
写流程图花了3天时间,写程序花了4天,可是如果直接写程序,要花15天,而且搞到自己很混乱。。
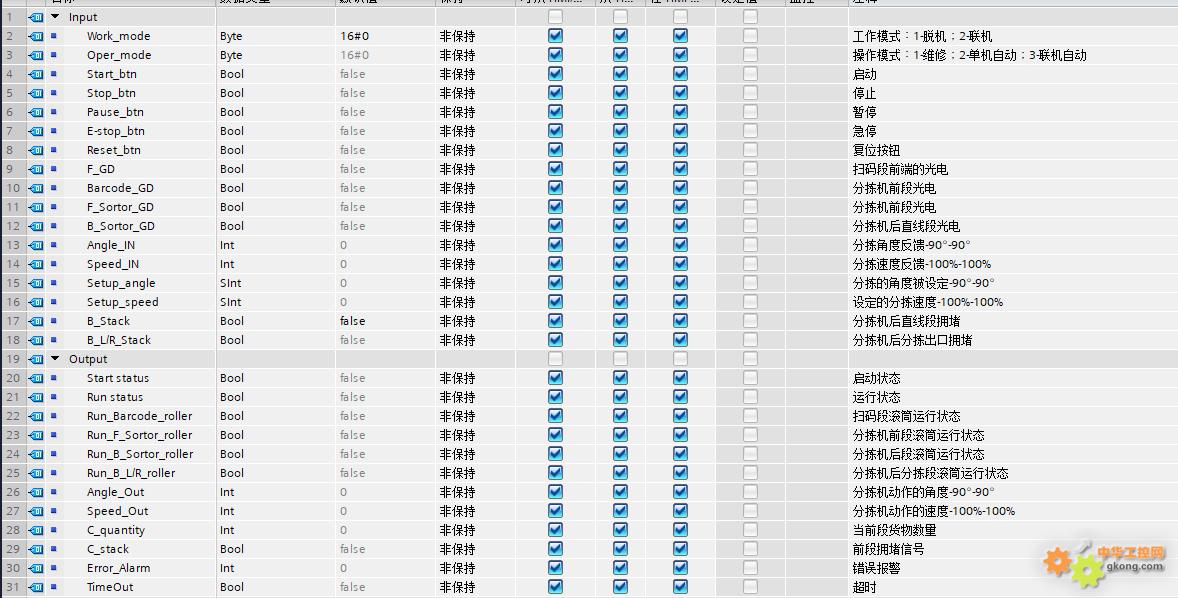
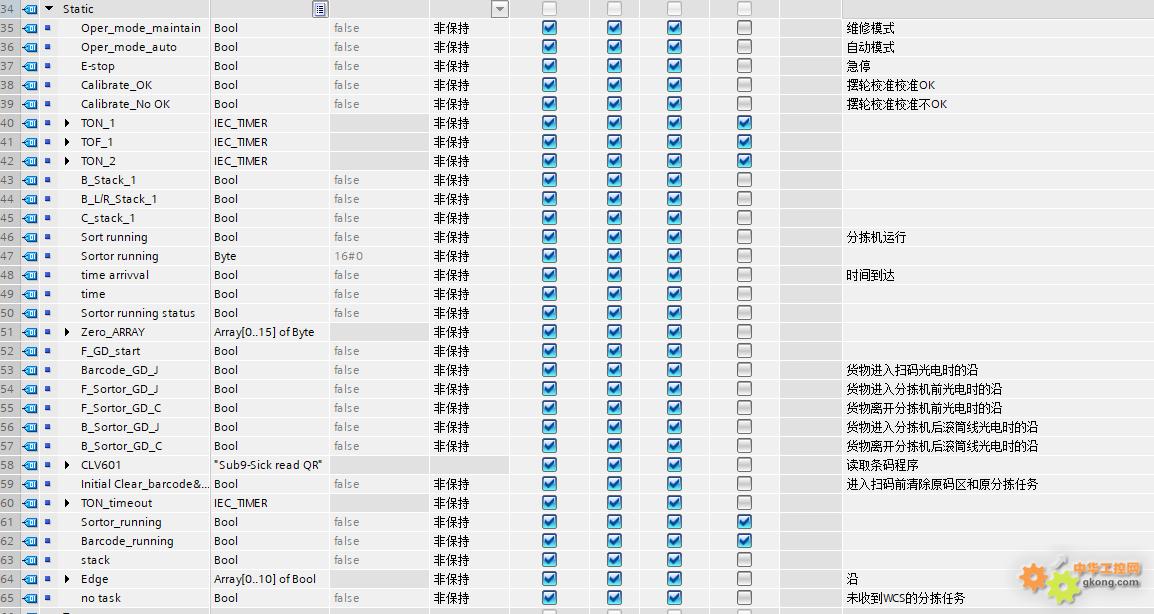
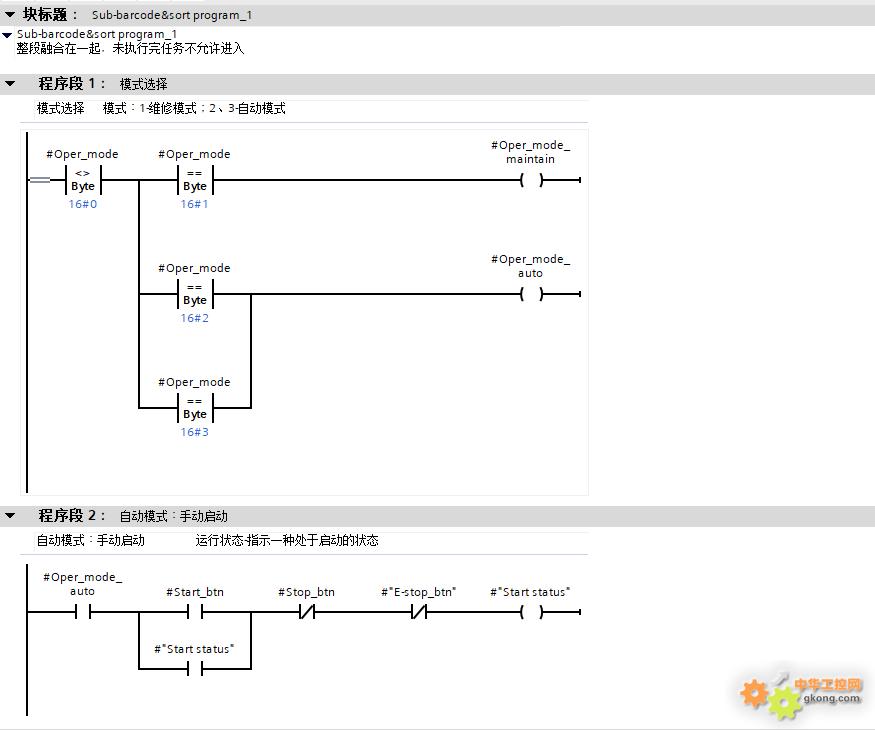
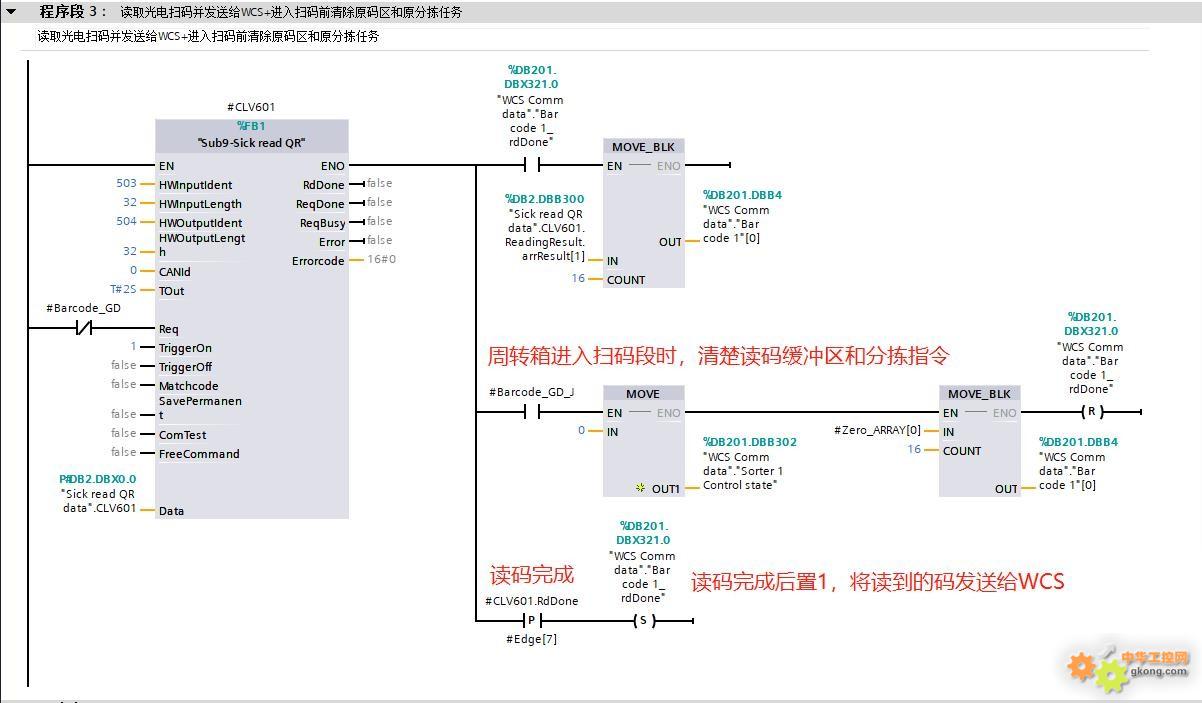
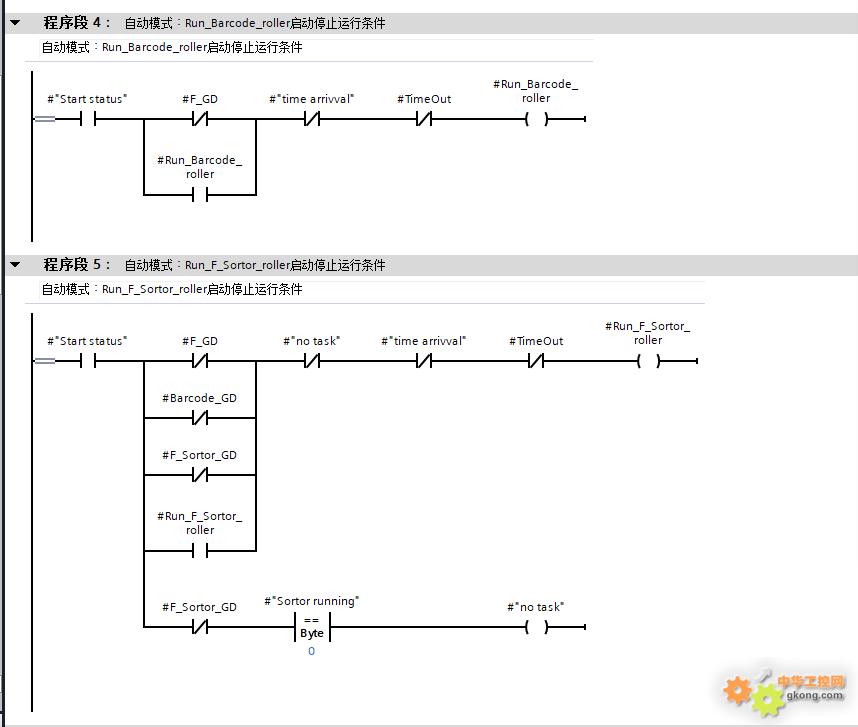
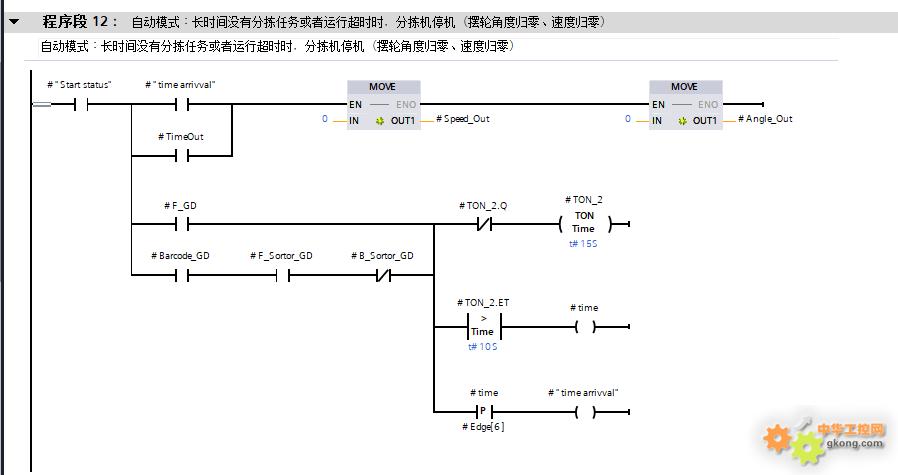
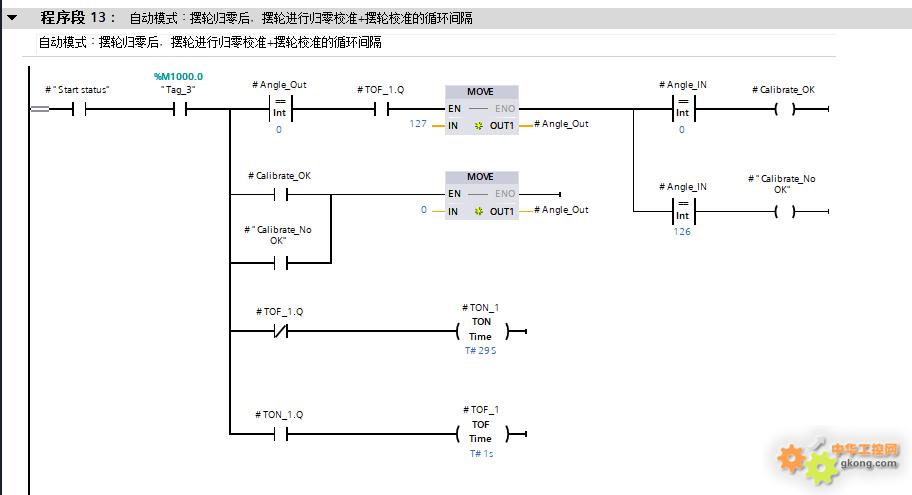
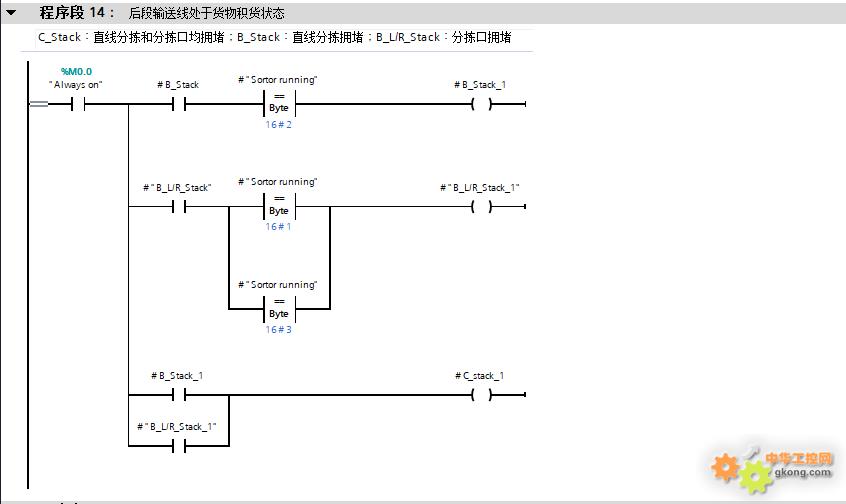
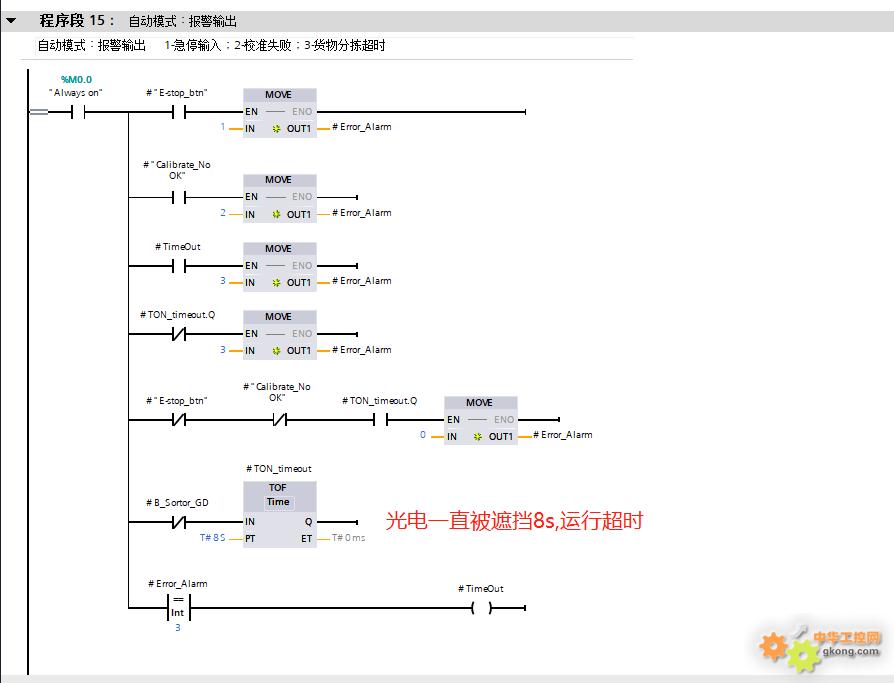
附上我现做的一台设备
我做非标新项目之前把整台设备分成若干部分的机构,然后把每个机构的循环点列出来,把动作流程想明白了,不懂就问机械设计,然后写好了逻辑流程图就一边打开它一边写程序
写流程图花了3天时间,写程序花了4天,可是如果直接写程序,要花15天,而且搞到自己很混乱。。
附上我现做的一台设备
附件:
[本地下载]