发表于:2019/10/12 19:23:49
#0楼
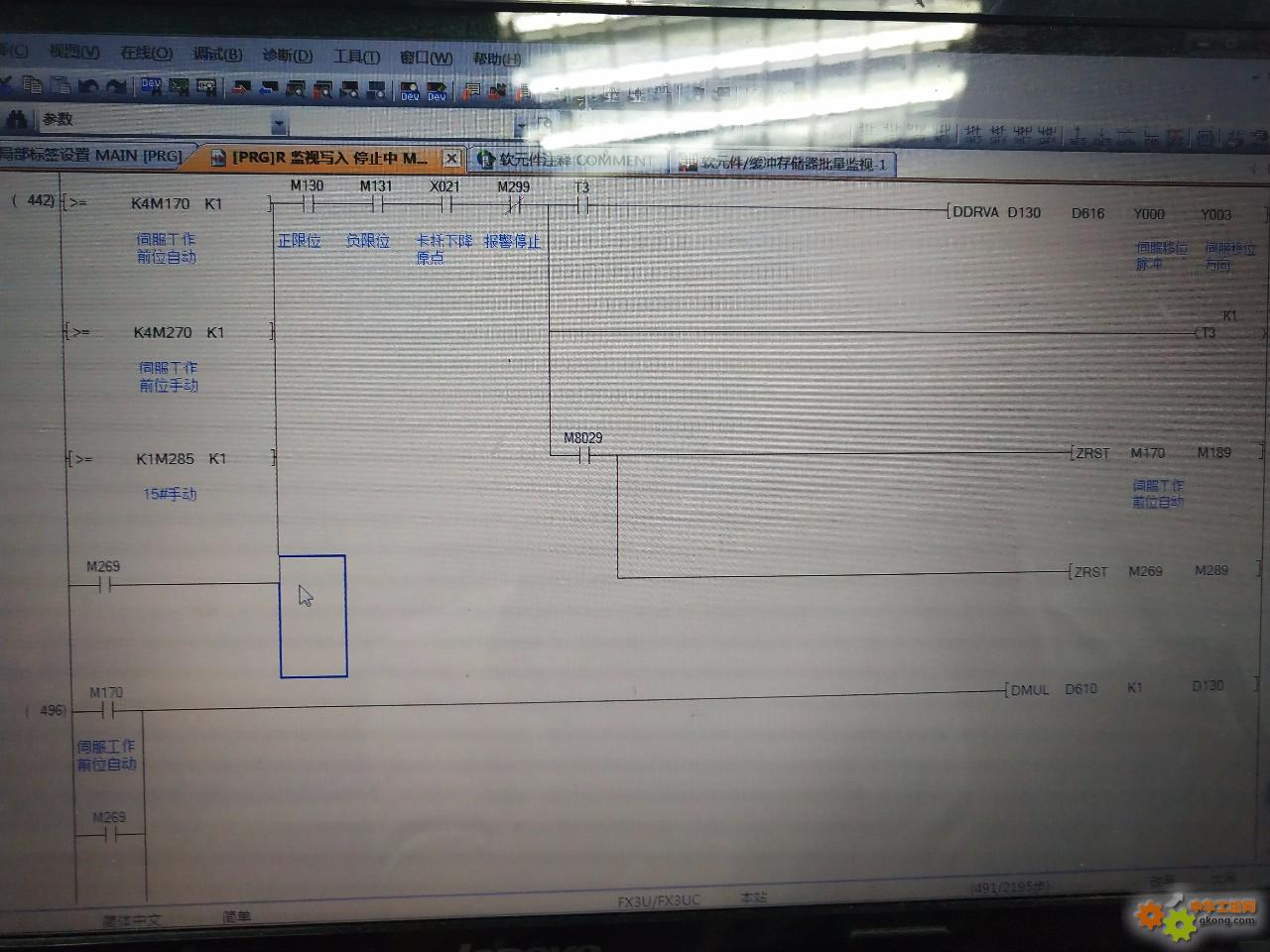
定位控制要走100个位置,怎样简便编程,之前我用绝对定位走40位,要很多步?请大神指导,多谢![附件 IMG_20191010_160157.jpg]()

[此贴子已经被jint于2019/10/14 16:25:48编辑过]
此帖发自手机工控论坛
享受生活