发表于:2017/6/5 20:18:26
#0楼
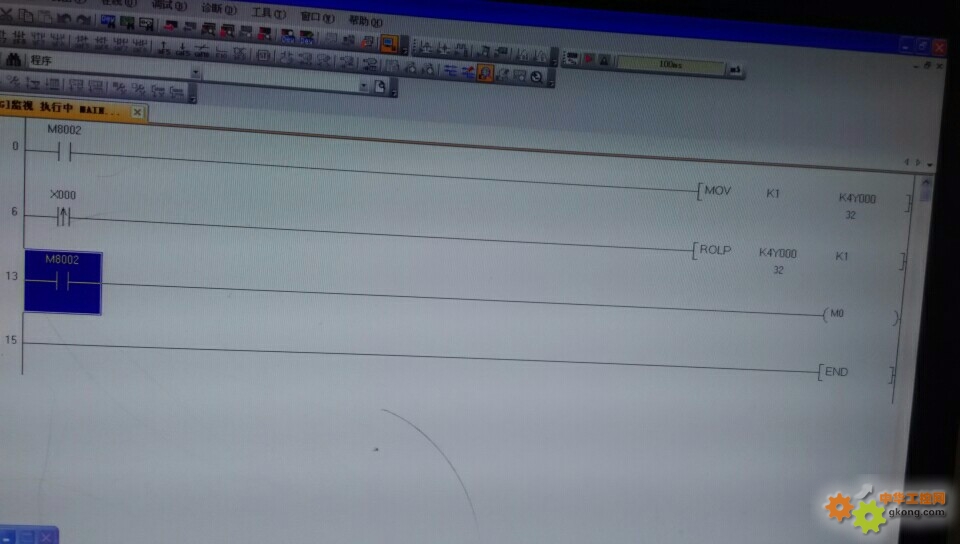
有一台磁环分拣机,大概如图,原理是这样的:启动机器,每进一个元件,步进电机就驱动转盘转一格,当检测机检测到不同阻值的元件,就向PLC发一个信号,转盘就转到相应的出料口,PLC驱动汽缸动作,元件掉到下面的料箱。这是老板给我的练习题,有原型机和程序,他把程序删去让我自己编程试试。他说用位移指令(PLC是三菱3GA)来定位,现在卡在这里,检测不同元件后怎样用位移指令来分拣?想了一天也没个头绪,急死了。在这请教各位高人指点一下迷津,原型机转盘为20格,步进电机细分为6400/圈,这程序怎么写?非常感谢!多年没接触PLC,现在来到新的环境,一切都要重头开始。![附件 wx_camera_1496665440454.jpg]()

[此贴子已经被jint于2017/6/8 8:44:52编辑过]
此帖发自手机工控论坛
 那这个事情就有点尴尬了。。。。。
那这个事情就有点尴尬了。。。。。