发表于:2015/9/17 18:59:32
#10楼
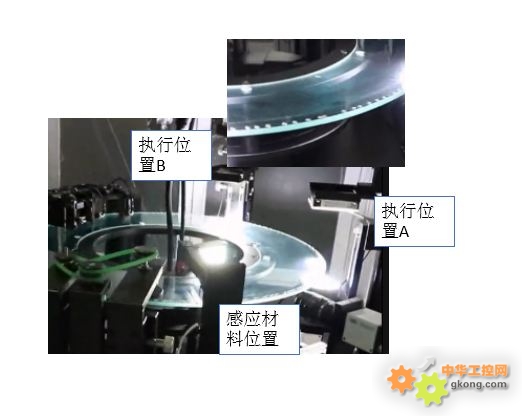
这个说得不明不白,要感应了做什么?是感应有料还是其它,检测位置和感位置相隔这么远,这用来做什么呢?就算是用位移,也没有移这么远的吧?就算是程序上可以完成,但这己经没有多少意思了。
正常来说,一般上个工位有料,下个工位检测,这样也不用什么位移,只须记录上一个位置有没有就行了的。
正常来说,一般上个工位有料,下个工位检测,这样也不用什么位移,只须记录上一个位置有没有就行了的。
汽车车桥生产在线检测设备;其它大批量零件生产过程检测,
承接:非标自动化设备设计、旧设备改良与维修; 单独非标项目合作。
承接:非标自动化设备设计、旧设备改良与维修; 单独非标项目合作。