














发表于:2015/9/17 16:19:12
#0楼
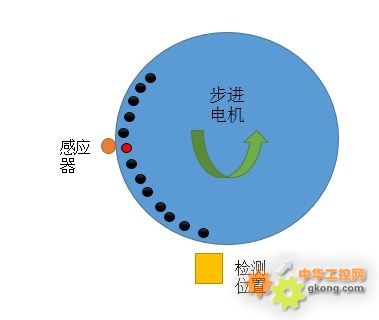
圆盘一直旋转,如何实现把感应器位置有感应的信号传递到检测位置,圆盘上的材料是一直供应的,所以感应器的信号是连续闪烁
求助PLC编程高手.....谢谢~~~![附件 捕获.jpg]()
====================================
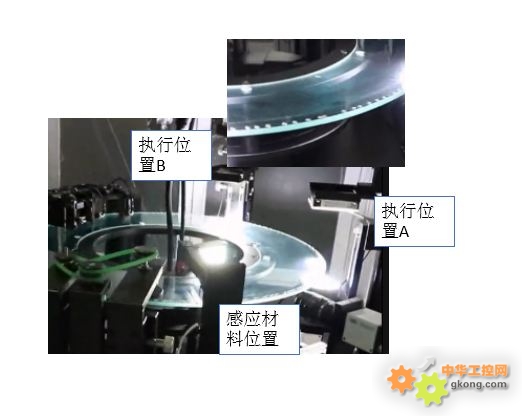
谢谢大家的热烈支持,重新更新一下,如下图,圆盘上有几个执行机构,都是有材料才执行动作,但是材料感应器只有最前面一个![附件 捕获.jpg]()
求助PLC编程高手.....谢谢~~~
====================================
谢谢大家的热烈支持,重新更新一下,如下图,圆盘上有几个执行机构,都是有材料才执行动作,但是材料感应器只有最前面一个
[此贴子已经被作者于2015/9/18 9:37:08编辑过]


