返回工控网首页
|
| 添加到收藏夹
中国自动化学会专家咨询工作委员会指定宣传媒体
免费注册
广告服务
|
客服中心
您现在所在的是:
PLC论坛
工控论坛首页
→
PLC论坛
→ 浏览主题:
请教大师用PLC和人机界面来控制XYZ轴的精准定位 给个思路 我现在不知道该从哪里下手 做玻璃钻孔机的电控的
回帖:
33
个,阅读:
3002
次
[上一页]
[1]
[2]
[3]
[4]
[下一页]
* 帖子主题:
请教大师用PLC和人机界面来控制XYZ轴的精准定位 给个思路 我现在不知道该从哪里下手 做玻璃钻孔机的电控的
收藏
分享到
2901
305456779
文章数:
624
年度积分:
50
历史总积分:
2901
作者的所有帖子(624)
注册时间:
2012/2/29
发站内信
发表于:2015/4/1 13:21:35
#10楼
是走点还是走轨迹?
【方案】
食品生产存储的识别
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
24297
产品体验中心会员
wushulin
版主
文章数:
6177
年度积分:
77
历史总积分:
24297
作者的所有帖子(6177)
注册时间:
2006/2/17
发站内信
2018论坛优秀版主
2017论坛优秀版主
2016论坛优秀版主
2015论坛优秀版主
2014论坛优秀版主
西门子PLC体验(一)
我秀我做2014
2013论坛优秀版主
秀秀我的办公桌
晒工控工具书
2012论坛优秀版主
2011国庆活动
2010年度论坛贡献奖
发表于:2015/4/1 13:44:19
#11楼
钻孔机是不用走插补的。不过,钻孔机的程序没有那么好编的了。这不是一般水平能编好的。
汽车车桥生产在线检测设备;其它大批量零件生产过程检测,
承接:非标自动化设备设计、旧设备改良与维修; 单独非标项目合作。
【方案】
提高保险杠生产透明度
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
667
lf0769
文章数:
27
年度积分:
50
历史总积分:
667
作者的所有帖子(27)
注册时间:
2015/3/27
发站内信
发表于:2015/4/1 16:30:19
#12楼
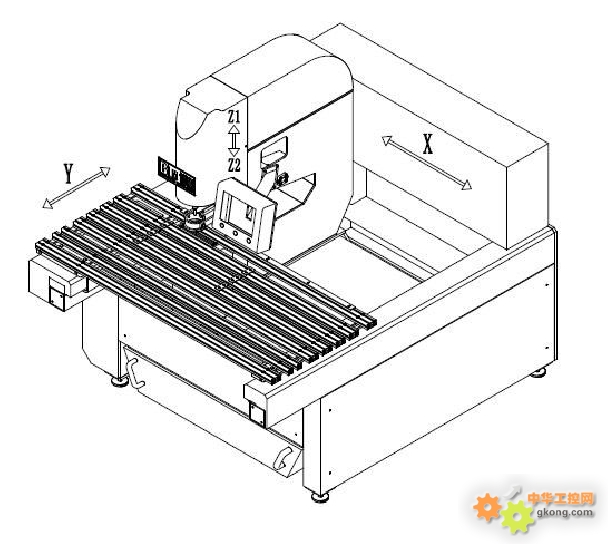
这个就是一个触摸屏+PLC+伺服的三轴定位控制系统硬件,用西门子200的PLC加了一个定位模块实现的,现在用SMART200的可以直接做三轴也可以,当然用三菱FX3U的PLC也可以实现,主要是你的工艺具体走线,线型,弧型还是什么方式走,需要不同的算法,当然这里触摸屏也可以起到选择的作用,根据你的要求来选择所走路线
龙丰PLC培训
【方案】
DELTA VFD-V series变频器应用于一般钻孔机使用P2P定位功能
只看该作者
|
赞
[2]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
660
1276681286
文章数:
27
年度积分:
50
历史总积分:
660
作者的所有帖子(27)
注册时间:
2015/3/31
发站内信
发表于:2015/4/1 19:55:15
#13楼
是给这个钻孔机配电的
此帖发自手机工控论坛
【方案】
FA技术 | 关于MR-J4系列伺服系统,三菱电机资深工程师写了一篇技术贴
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
660
1276681286
文章数:
27
年度积分:
50
历史总积分:
660
作者的所有帖子(27)
注册时间:
2015/3/31
发站内信
发表于:2015/4/1 20:04:12
#14楼
11楼的师傅程序真的不好编吗
[此贴子已经被作者于2015/4/1 20:04:43编辑过]
此帖发自手机工控论坛
【方案】
从农场到餐桌,ABB解决方案助力全面推动绿色大棚养殖业发展
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
19469
产品体验中心会员
PLC-hmi
文章数:
7448
年度积分:
50
历史总积分:
19469
作者的所有帖子(7448)
注册时间:
2010/8/19
发站内信
2018论坛热心网友
发表于:2015/4/2 13:21:44
#15楼
尽量还是用数控系统做吧
【方案】
FA技术 | OPC模块及MX OPC UA服务器软件的应用
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
1506
zyk330860
文章数:
70
年度积分:
50
历史总积分:
1506
作者的所有帖子(70)
注册时间:
2015/2/4
发站内信
发表于:2015/4/2 14:09:43
#16楼
3000多七轴都能做
【方案】
英威腾伺服系统在数控车床上的应用
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
660
1276681286
文章数:
27
年度积分:
50
历史总积分:
660
作者的所有帖子(27)
注册时间:
2015/3/31
发站内信
发表于:2015/4/2 22:26:53
#17楼
回复 #15楼 PLC-hmi
这台玻璃钻孔机就是用的PLC和人机界面控制的
【方案】
中达机电产品在核废料输送站的应用
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
2674
产品体验中心会员
逆水行舟
文章数:
405
年度积分:
50
历史总积分:
2674
作者的所有帖子(405)
注册时间:
2005/10/27
发站内信
发表于:2015/4/2 22:35:04
#18楼
以下是引用
dianzima
在
2015/4/1 8:24:23
的发言:
最好使用数控系统,数控铣床的系统,3000多,不过编程一般人不一定会。系统做起了方便的多
哥哥就算国产三流数控单轴的也要3千多吧,你确定三轴的3千多能搞定,介绍下品牌我学习学习
【方案】
自动便捷 | 图尔克 模块化卡车装卸系统
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
660
1276681286
文章数:
27
年度积分:
50
历史总积分:
660
作者的所有帖子(27)
注册时间:
2015/3/31
发站内信
发表于:2015/4/2 22:37:43
#19楼
回复 #12楼 lf0769
谢谢你 我做的想实现这个功能 在触摸屏上设定钻孔坐标位置,三轴无段座标精确移位,多个孔位加工设定。这个怎么做呢 帮忙指点下 小弟不胜感激
【方案】
菲力尔热像仪暗处监视,不为敌方察觉。
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
工控学堂推荐视频:
PLC学习视频
变频器学习视频
西门子学习视频
三菱学习视频
更多学习视频>>
•
[视频课程]一个小时教你学会升降输送系统编程方法
•
[视频课程]零基础快速入门西门子S7-1500PLC
•
[视频课程]西门子S7-200SMART如何快速找回原点
•
[视频课程]三菱PLC程序进制转化你懂了吗
•
[视频课程]台达DVP系列入门精讲
•
[视频课程]七节课带你全面认识西门子S7-1200
•
[视频课程]西门子S7-1500TCPU应用
•
[视频课程]西门子S7-1200与欧姆龙温控仪表的自由口通信
•
[视频课程]西门子S7-200SMART带参数子程序使用详解
93.6006