发表于:2013/5/5 13:32:49
#0楼
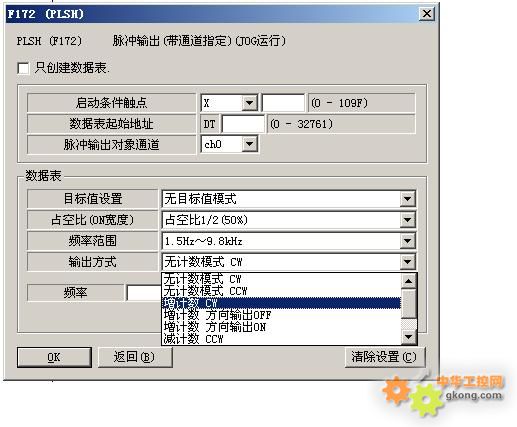
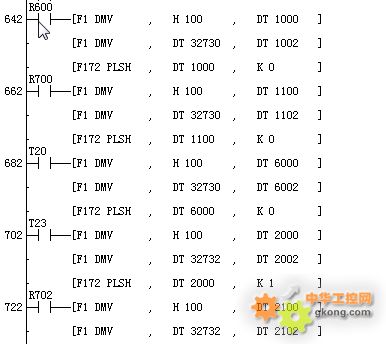
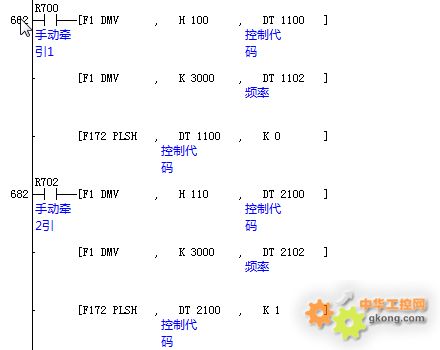
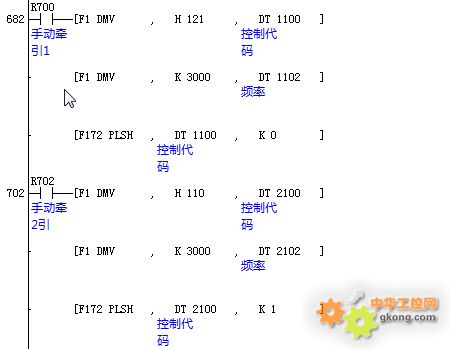
松下plc由什么指令控制正反转,我用F172的指令,手动和自动用的一样的代码,竟然一个正传,一个反转。youxiang:dlhdf8767@hotmail.com