














发表于:2012/12/28 13:37:34
#0楼
【摘要】机械机构离不开轴承,特别是汽车行业,航空等方面更是离不开。本文将介绍中达数控H6-T在汽车轴承行业中的应用。
【Abstract】Without the bearing,the mechanical agencies cannot work,especially in auto and aviation industry. This paper will introduce the Delta's H6-T applicated in auto bearing industry.
【关键词】轴承;汽车
【Keywords】bearing;auto
1 配置
1.1 H6-T三轴车床版
1.2 B2伺服1KW*1、1.5KW*1、2.0KW*1
2 工艺介绍
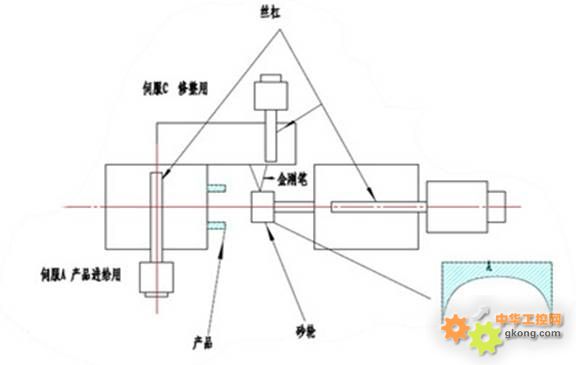
磨床最大特点就是使用成型砂轮靠近工件,就能完成产品加工,因而最关键的部分就在于对砂轮的修正。工艺介绍如图1所示。
其中,蓝色部份为砂轮需要修整出来的形状,最高点到最低点为4μ的圆弧。此外,新
砂轮需要有单独的修整动作,而旧砂轮修整时需要自动将修整量自动补偿进去。当砂轮小于
制定直径时需要有报警机制。不仅如此,修整需要进行独立画面设置,以改变圆弧凸度的形
状。
![附件]() 图1 工艺介绍图
图1 工艺介绍图
2.1 工艺实现
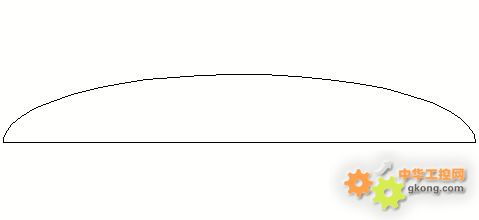
将砂轮放大看的话是一个对数曲线,不是标准圆弧的一部份,所以不能直接用G02或者G03指令实现。如图2所示。
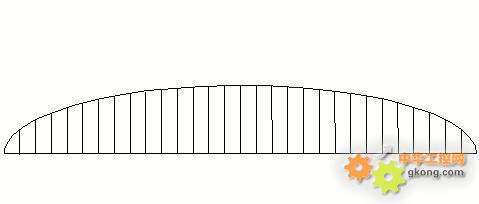
因而要转成图3所示图形,将砂轮长度部份分成30等份,等份之间用直线进行连接,然后使用者只要设定没一段的高度,即可以得到不用形状的曲线,这部份参数需要做成画面。
![附件]()
![附件]() 图3 工艺实现图
图3 工艺实现图
2.2 变量规划
宏变量 功能(单位) 设定值
#500 新砂轮直径(mm)
#501 砂轮现在直径(mm)
#502 砂轮最小直径(mm)砂轮报废尺寸
#503 砂轮线速度(mm/s)
#504 新砂轮修整量(mm)
#505 砂轮每次修整的修整量(mm)
#506 两次修整间加工工件数
#507 修砂轮的修整次数
#508 修整跳进量
#509 修整速度(mm/min)
#510 新砂轮X轴起始加工位(mm)
#511 X轴起始加工位(mm)
#512 Z轴起始修整位(mm)
#514 快进量(mm)
#515 快趋量(mm)
#516 粗磨余量1(mm)
#517 粗磨余量2(mm)
#518 精磨余量(mm)
#519 光磨余量(mm)
#520 快趋速度(mm/min)
#521 粗磨1速度(mm/min)
#522 粗磨2速度(mm/min)
#523 精磨速度(mm/min)
#524 光磨速度(mm/min)
#527 粗磨到位延时时间(sec.)
#528 光延时间(sec.)
#529 Z轴原位(mm)
#530 Z轴到位(mm)
#531 Z轴中位(mm)
#532 Z轴修整宽度
#533 X轴修整凸度量
#535 尺寸补偿量
#533
#540 0:仪表磨 1:定程磨
#541 0:正常磨 1:反修
#601 Z轴进给总量的1/30,Y轴的高度
#602 Z轴进给总量的2/30,Y轴的高度
#603 Z轴进给总量的3/30,Y轴的高度
#604 Z轴进给总量的4/30,Y轴的高度
#605 Z轴进给总量的5/30,Y轴的高度
#606 Z轴进给总量的6/30, Y轴的高度
#607 Z轴进给总量的7/30, Y轴的高度
#608 Z轴进给总量的8/30, Y轴的高度
#609 Z轴进给总量的9/30, Y轴的高度
#610 Z轴进给总量的10/30, Y轴的高度
#611 Z轴进给总量的11/30, Y轴的高度
#612 Z轴进给总量的12/30, Y轴的高度
#613 Z轴进给总量的13/30, Y轴的高度
#614 Z轴进给总量的14/30, Y轴的高度
#615 Z轴进给总量的15/30, Y轴的高度
图4 宏变量定义图
2.3 画面规划
![附件]()
![附件]() 图5 画面规划
图5 画面规划
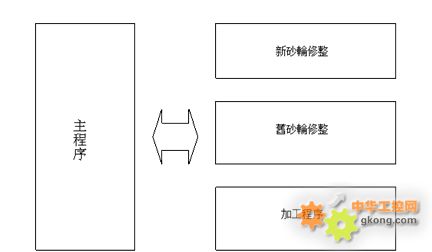
2.4 MARCO规划
对于一个主程序调用需要做到以下几点。首先,新砂轮修整速度比较快,只要修整到指
定直径即可。其次,旧砂轮修整需要根据前一次修整量再进行修整,并且修整到指定最小直
径时会有报警。最后,加工程序需要根据已经修整过后的砂轮直径进行加工位置调整
![附件]() 2.5 伺服调整
2.5 伺服调整
由于圆弧的高度只有4μ,而且需要分成30等份,所以Y轴的精度所以是0.1μ。B2伺服为16W脉冲一圈,螺杆节距为6mm,所以B2的精度是足够的。因此只需要电子齿轮比增大10倍,系统画面改为3/4显示即可。
2.6 加工效果
![附件]() 图7 加工效果图
图7 加工效果图
表面是看不出来效果好不好的,要用专业仪器才能看出弧度,图8为使用轮廓仪探测出来的曲线。目前,这个曲线已经优于FANUC,三菱等系统做出来的效果。
![附件]() 图8 使用轮廓仪探测出来的曲线
图8 使用轮廓仪探测出来的曲线
3 结束语
用PLC的价格实现FANUC系统才能显示的效果。以超高的性价比、良好的操作性能、不需要记忆变量等的人性设计,取得客户的广泛认可,为台达的系统逐渐切入轴承磨行业奠定一定基础。
更多台达解决方案请访问:http://www.deltagreentech.com.cn/SC/Solution/SolutionV2.aspx?ID=05a71aa9-a81f-4f5f-a5a2-a787f1e36b63&SubjectID=ea613e3b-c8f4-486d-8412-9a324a15eba9
或者访问:http://www.gkong.com/co/delta/index_solution.asp
【Abstract】Without the bearing,the mechanical agencies cannot work,especially in auto and aviation industry. This paper will introduce the Delta's H6-T applicated in auto bearing industry.
【关键词】轴承;汽车
【Keywords】bearing;auto
1 配置
1.1 H6-T三轴车床版
1.2 B2伺服1KW*1、1.5KW*1、2.0KW*1
2 工艺介绍
磨床最大特点就是使用成型砂轮靠近工件,就能完成产品加工,因而最关键的部分就在于对砂轮的修正。工艺介绍如图1所示。
其中,蓝色部份为砂轮需要修整出来的形状,最高点到最低点为4μ的圆弧。此外,新
砂轮需要有单独的修整动作,而旧砂轮修整时需要自动将修整量自动补偿进去。当砂轮小于
制定直径时需要有报警机制。不仅如此,修整需要进行独立画面设置,以改变圆弧凸度的形
状。
2.1 工艺实现
将砂轮放大看的话是一个对数曲线,不是标准圆弧的一部份,所以不能直接用G02或者G03指令实现。如图2所示。
因而要转成图3所示图形,将砂轮长度部份分成30等份,等份之间用直线进行连接,然后使用者只要设定没一段的高度,即可以得到不用形状的曲线,这部份参数需要做成画面。
2.2 变量规划
宏变量 功能(单位) 设定值
#500 新砂轮直径(mm)
#501 砂轮现在直径(mm)
#502 砂轮最小直径(mm)砂轮报废尺寸
#503 砂轮线速度(mm/s)
#504 新砂轮修整量(mm)
#505 砂轮每次修整的修整量(mm)
#506 两次修整间加工工件数
#507 修砂轮的修整次数
#508 修整跳进量
#509 修整速度(mm/min)
#510 新砂轮X轴起始加工位(mm)
#511 X轴起始加工位(mm)
#512 Z轴起始修整位(mm)
#514 快进量(mm)
#515 快趋量(mm)
#516 粗磨余量1(mm)
#517 粗磨余量2(mm)
#518 精磨余量(mm)
#519 光磨余量(mm)
#520 快趋速度(mm/min)
#521 粗磨1速度(mm/min)
#522 粗磨2速度(mm/min)
#523 精磨速度(mm/min)
#524 光磨速度(mm/min)
#527 粗磨到位延时时间(sec.)
#528 光延时间(sec.)
#529 Z轴原位(mm)
#530 Z轴到位(mm)
#531 Z轴中位(mm)
#532 Z轴修整宽度
#533 X轴修整凸度量
#535 尺寸补偿量
#533
#540 0:仪表磨 1:定程磨
#541 0:正常磨 1:反修
#601 Z轴进给总量的1/30,Y轴的高度
#602 Z轴进给总量的2/30,Y轴的高度
#603 Z轴进给总量的3/30,Y轴的高度
#604 Z轴进给总量的4/30,Y轴的高度
#605 Z轴进给总量的5/30,Y轴的高度
#606 Z轴进给总量的6/30, Y轴的高度
#607 Z轴进给总量的7/30, Y轴的高度
#608 Z轴进给总量的8/30, Y轴的高度
#609 Z轴进给总量的9/30, Y轴的高度
#610 Z轴进给总量的10/30, Y轴的高度
#611 Z轴进给总量的11/30, Y轴的高度
#612 Z轴进给总量的12/30, Y轴的高度
#613 Z轴进给总量的13/30, Y轴的高度
#614 Z轴进给总量的14/30, Y轴的高度
#615 Z轴进给总量的15/30, Y轴的高度
图4 宏变量定义图
2.3 画面规划


2.4 MARCO规划
对于一个主程序调用需要做到以下几点。首先,新砂轮修整速度比较快,只要修整到指
定直径即可。其次,旧砂轮修整需要根据前一次修整量再进行修整,并且修整到指定最小直
径时会有报警。最后,加工程序需要根据已经修整过后的砂轮直径进行加工位置调整
由于圆弧的高度只有4μ,而且需要分成30等份,所以Y轴的精度所以是0.1μ。B2伺服为16W脉冲一圈,螺杆节距为6mm,所以B2的精度是足够的。因此只需要电子齿轮比增大10倍,系统画面改为3/4显示即可。
2.6 加工效果

表面是看不出来效果好不好的,要用专业仪器才能看出弧度,图8为使用轮廓仪探测出来的曲线。目前,这个曲线已经优于FANUC,三菱等系统做出来的效果。

3 结束语
用PLC的价格实现FANUC系统才能显示的效果。以超高的性价比、良好的操作性能、不需要记忆变量等的人性设计,取得客户的广泛认可,为台达的系统逐渐切入轴承磨行业奠定一定基础。
更多台达解决方案请访问:http://www.deltagreentech.com.cn/SC/Solution/SolutionV2.aspx?ID=05a71aa9-a81f-4f5f-a5a2-a787f1e36b63&SubjectID=ea613e3b-c8f4-486d-8412-9a324a15eba9
或者访问:http://www.gkong.com/co/delta/index_solution.asp
[此贴子已经被作者于2012/12/28 13:41:36编辑过]
