你这个跟我前几天做的一个设备很相似;
你这个跟我前几天做的一个设备控制板很相似;
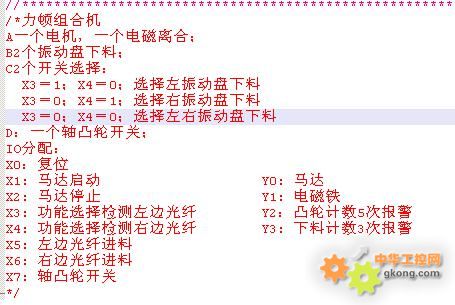
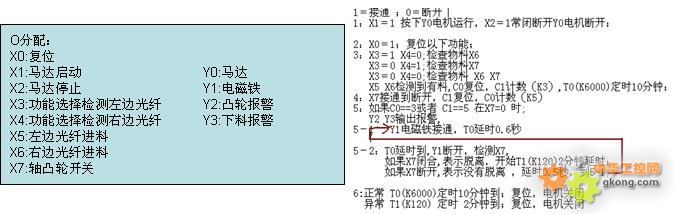
1:X1=1 按下Y0电机运行,打开10分钟定时器T2(K6000);
X2=1常闭断开Y0电机断开;
2:X0=1;复位以下功能;
3:X3=1 X4=0;检查物料X6
X3=0 X4=1;检查物料X7
X3=0 X4=0;检查物料 X6 X7
X5:检测到有料:C0复位, C1计数(K3),复位T2(K6000)定时10分钟;
X6:检测到有料:C0复位,C2计数(K3),复位T2(K6000)定时10分钟;
4:X7凸轮开关接通到断开,C0计数(K5),
复位C1、C2,
复位T2(K6000)定时10分钟;
5:如果C0==3或者 C1==5 、C2==5;表示下料或者凸轮开关出现异常,报警;
M0=1;表示凸轮异常报警,M1=0:表示下料异常;
A:Y2 Y3输出报警,T3(K120) 定时 2分钟到;
B:Y1电磁铁接通,T0延时0.6秒
|
<----------------------<------
C:T0延时到,Y1电磁铁断开,检测X7=1, |
判断M0=1凸轮异常,退出检测; |
判断M0=0下料异常,如果X7断开电磁铁没有脱离, |
开始T1(K15)1.5延时;后执行B--------> -|
判断M0=0下料异常,如果X7接通电磁铁脱离,
等待操作者处理故障;
6:正常运行 T2(K6000)定时10分钟到;表示无操作,电机关闭
异常 T3(K120) 定时 2分钟到;无人操作,电机关闭