发表于:2005/1/13 8:29:00
#23楼
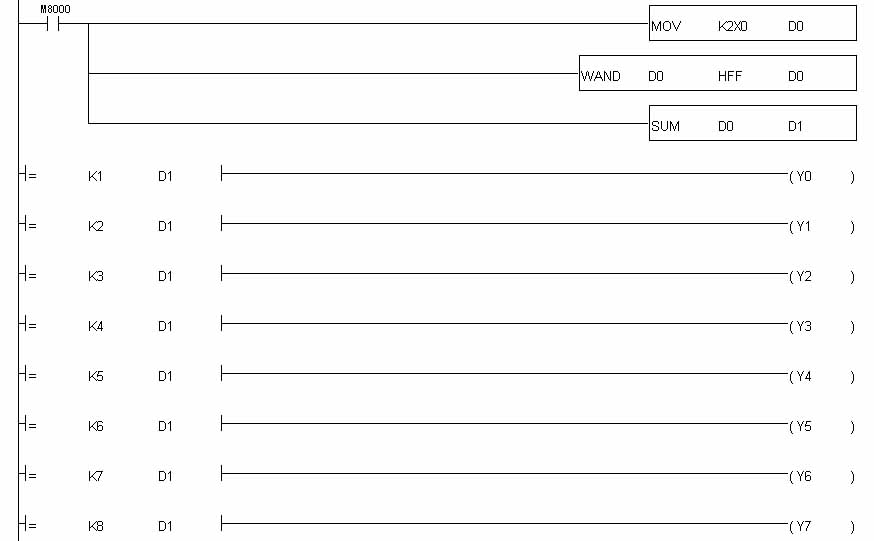
LD M8003
MOV K0 D0
LD X0
INC D0
LD X1
INC D0
.
.
.
LD X7
INC D0
后面就是比较置位了,我记不清具体的语句.大约意思是
D0=0 -》 MOV K0 K2Y0
D0=1 -》 MOV H1 K2Y0
D0=2 -》 MOV H2 K2Y0
D0=3 -》 MOV H4 K2Y0
。
。
。
D0=8 -》 MOV H80 K2Y0
END

胡益群 男 汉族 36岁
1987-1991 哈尔滨工业大学 精密仪器系 电子精密机械专业 学习
1991-1993 大连手表厂 动件车间技术员
1993-2003 大连奥托技术有限公司 电气技术员、工程师
2003.4- 大连万通装备技术有限公司 工程师
在大连奥托技术有限公司期间,参与了大部分的电气设计工作。
下面是其中的部分产品简介:
1:客车六面体合围自动举升设备
该设备采用三菱FX2nPLC,通过旋转编码器检测举升高度,控制液压
元件的动作,满足工艺要求。通过触摸屏对不同的车型进行设置参数。
使用厂家:武汉公用客车厂
广州通用客车厂
2:客车顶围自动张拉焊接设备
因为各厂家的不同,该设备的控制方式也不同。
A:采用OMRON的C200H PLC,利用其位置模块NC111控制步进或伺服
电机的运行
B:采用三菱的FX系列 PLC,利用其位置模块1PG控制步进或伺服
电机的运行
同时控制焊接电源电流的大小和焊枪的动作,使设备满足工艺要求。
使用厂家: 东风特种汽车厂
郑州宇通客车股份公司
兰州驼铃客车厂
合肥客车厂
太原客车厂
西安俪山客车厂
大连客车厂
广州五十铃客车厂
贵州万达旅行客车厂
3:客车侧围自动张拉焊接设备
该设备原理与2基本相同,但为保证两侧同步,双机需要通讯。采用485
进行通讯。
使用厂家: 郑州宇通客车股份公司
4:厢式货车自动钻孔、铆接设备
该设备原理与2基本相同,只是执行元件不同。
使用厂家: 济南邮政机械厂
南京汽车改装厂
5:客车格珊底架自动切齐机
该设备原理与2基本相同,只是执行元件不同。
使用厂家: 郑州宇通客车股份公司
扬州客车厂
6:客车顶围自动张拉滚焊设备
该设备采用三菱FX PLC。由旋转编码器检测位置,通过变频器控制电机的
运行,同时控制焊接电源电流的大小和滚轮焊枪的动作,使设备满足工艺要求。
使用厂家: 郑州宇通客车股份公司
大连客车厂
7:桑塔纳2000天窗翻边、涂胶、焊接、加热成套设备
该设备采用西门子S5-115U PLC控制。同时与其他设备通讯。其执行元件均
为气动元件,只是点数较多
上述设备均为我独立设计、调试完成。另外还参与了其他的一些项目的工作。
在大连万通期间 设计了伊朗ISM公司的45米连续退火炉,采用S7-400 为主站,
ET200为子站,WINCC做组态软件。现已安装调试
从1993开始,我一直从事于电气自动化方面的工作。由于上述设备均为非标
设备,所以都要到现场安装、调试。通过这十多年的工作,在工业电气自动化
的设计、安装、调试方面积累了一定的经验。
胡益群 2004.12.30