发表于:2023/7/5 14:29:07
#10楼
传送带转轴上加一个很难吗?
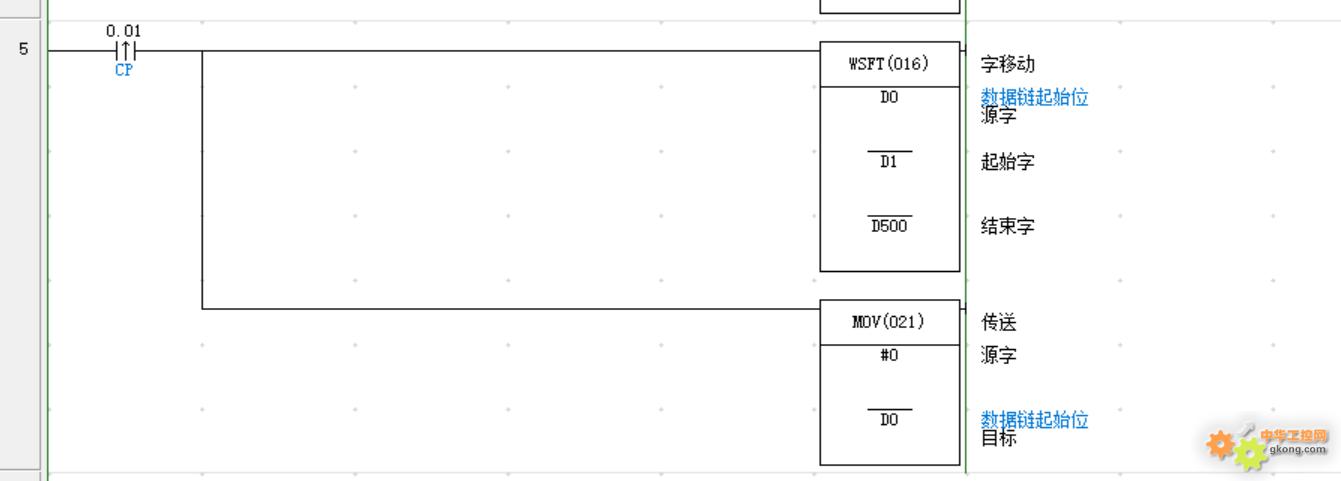
用先进先出不是很累,而且用一段时间就错位了
查看传动机构,可能就一个接近开关,弄个支架,铺点线,占个输入点
用先进先出不是很累,而且用一段时间就错位了
查看传动机构,可能就一个接近开关,弄个支架,铺点线,占个输入点
快乐 幸福 自由 比什么都重要

 ,如果我来做,编码器用分辨率低的来做,毕竟32位寄存器可以跑很久了。设备每次启动就复位高速计数器值;
,如果我来做,编码器用分辨率低的来做,毕竟32位寄存器可以跑很久了。设备每次启动就复位高速计数器值;