发表于:2021/2/27 17:33:10
#0楼
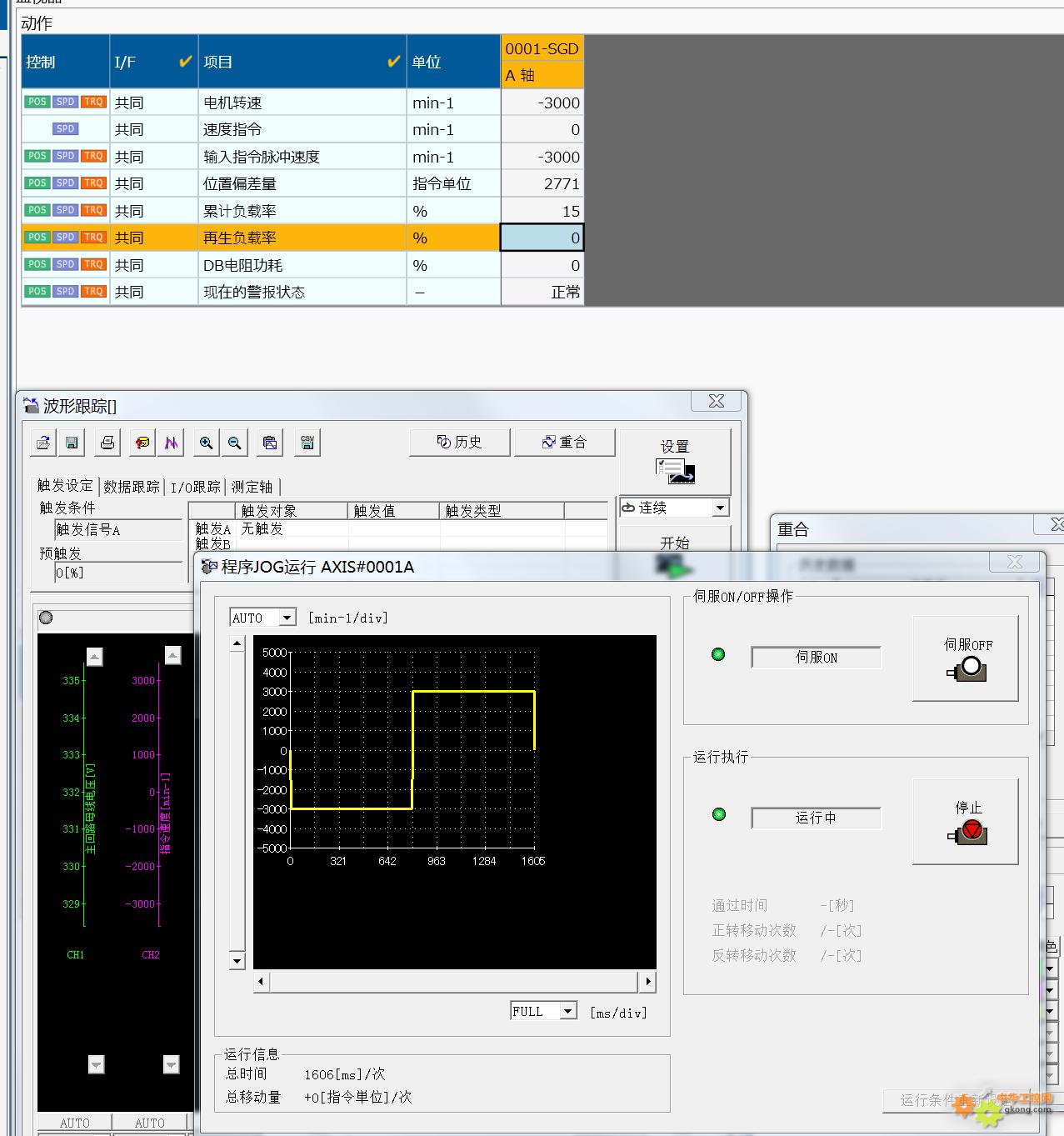
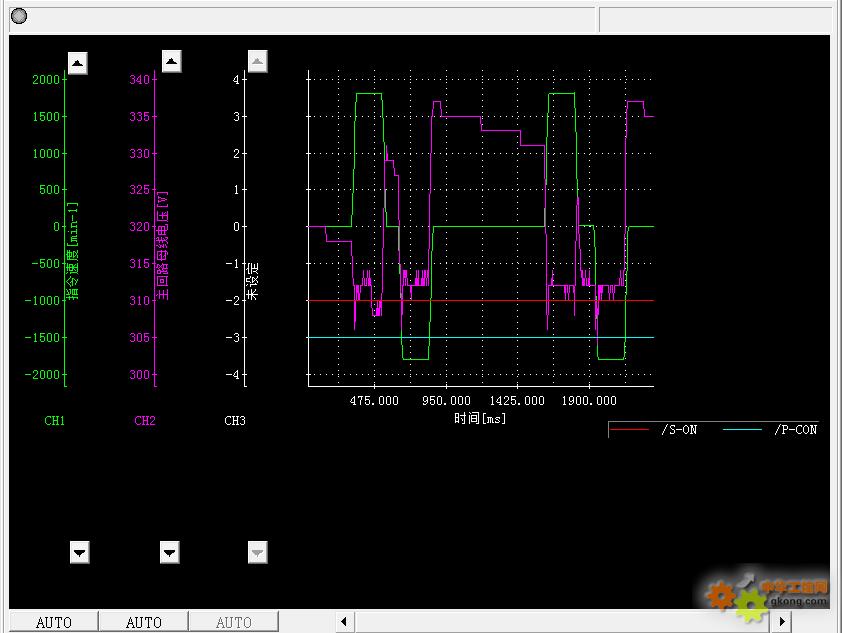
10多轴,唯独2个大功率的轴报错,小功率没问题。
A320 再生故障,硬件配置没有外接任何电阻。
PS:有一台一样的设备,同样的配置(无外接电阻),加减速时间为1500运行1年有余没问题。
刚开始发现供电电压AC240V,调整变压器抽头接线,改成AC225,还是报错
后来把第二段加减速从1500改成600,暂时运行没发现问题。
请问大家有遇到过的吗?
A320 再生故障,硬件配置没有外接任何电阻。
PS:有一台一样的设备,同样的配置(无外接电阻),加减速时间为1500运行1年有余没问题。
刚开始发现供电电压AC240V,调整变压器抽头接线,改成AC225,还是报错
后来把第二段加减速从1500改成600,暂时运行没发现问题。
请问大家有遇到过的吗?