发表于:2006/5/9 12:44:00
#0楼
第1章 数控机床的维修维护基础
1.1 数控机床基本概念
1.1.1 数控技术与数控机床
数控技术,简称数控(Numerical Control—NC),是利用数字化信息对机械运动及加工过程进行控制的一种方法。由于现代数控都采用了计算机进行控制,因此,也可以称为计算机数控(Computerized Numerical Control—CNC)。
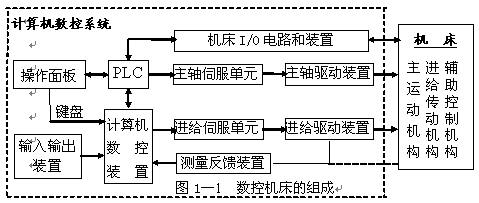
为了对机械运动及加工过程进行数字化信息控制,必须具备相应的硬件和软件。用来实现数字化信息控制的硬件和软件的整体成为数控系统(Numerical Control System),数控系统的核心是数控装置(Numerical Controller)。
采用数控技术进行控制的机床,称为数控机床(NC机床)。它是一种综合应用了计算机技术、自动控制技术、精密测量技术和机床设计等先进技术的典型机电一体化产品,是现代制造技术的基础。控制机床也是数控技术应用最早、最广泛的领域,因此,数控机床的水平代表了当前数控技术的性能、水平和发展方向。
数控机床种类繁多,有钻铣镗床类、车削类、磨削类、电加工类、锻压类、激光加工类和其他特殊用途的专用数控机床等等,凡是采用了数控技术进行控制的机床统称为NC机床。
带有自动换刀装置ATC(Automatic Tool Changer—ATC)的数控机床(带有回转刀架的数控车床除外)称为加工中心(Machine Center—MC)。它通过刀具的自动交换,工件可以一次装、夹完成多工序的加工,实现了工序集中和工艺的复合,从而缩短了辅助加工时间,提高了机床的效率;减少了工件安装、定位次数,提高了加工精度。加工中心是目前数控机床中产量最大、应用最广的数控机床。
在加工中心的基础上,通过增加多工作台(托盘)自动交换装置(Auto Pallet Changer—APC)以及其他相关装置,组成的加工单元称为柔性加工单元(Flexible Manufacturing Cell—FMC)。FMC不仅是现了工序的集中和工艺的复合,而且通过工作台(托盘)的自动交换和较完善的自动监测、监控功能,可以进行一定时间的无人化加工,从而进一步提高了设备的加工效率。FMC既是柔性制造系统FMS(Flexible Manufacturing System)的基础,又可以作为独立的自动化加工设备使用,因此其发展速度较快。
在FMC和加工中心的基础上,通过增加物流系统、工业机器人以及相关设备,并由中央控制系统进行集中、统一控制和管理,这样的制造系统称为柔性制造系统FMS(Flexible Manufacturing System)。FMS不仅可以进行长时间的无人化加工,而且可以实现多品种零件的全部加工和部件装配,实现了车间制造过程的自动化,它是一种高度自动化的先进制造系统。
随着科技发展,为了适应市场需求多变的形势,对现代制造业来说,不仅需要发展车间制造过程的自动化,而且要实现从市场预测、生产决策、产品设计、产品制造直到产品销售的全面自动化。将这些要求综合、构成的完整的生产制造系统,称为计算机集成制造系统(Computer Integrated Manufacturing System¬—CIMS)。CIMS将一个更长的生产、经营活动进行了有机的集成,实现了更高效益、更高柔性的智能化生产,是当今自动化制造技术发展的最高阶段。在CIMS中,不仅是生产设备的集成,更主要的是以信息为特征的技术集成和功能集成。计算机是集成的工具,计算机辅助的自动化单元技术是集成的基础,信息和数据的交换及共享是集成的桥梁,最终形成的产品,可以看成是信息和数据的物质体现。
1.1 数控机床基本概念
1.1.1 数控技术与数控机床
数控技术,简称数控(Numerical Control—NC),是利用数字化信息对机械运动及加工过程进行控制的一种方法。由于现代数控都采用了计算机进行控制,因此,也可以称为计算机数控(Computerized Numerical Control—CNC)。
为了对机械运动及加工过程进行数字化信息控制,必须具备相应的硬件和软件。用来实现数字化信息控制的硬件和软件的整体成为数控系统(Numerical Control System),数控系统的核心是数控装置(Numerical Controller)。
采用数控技术进行控制的机床,称为数控机床(NC机床)。它是一种综合应用了计算机技术、自动控制技术、精密测量技术和机床设计等先进技术的典型机电一体化产品,是现代制造技术的基础。控制机床也是数控技术应用最早、最广泛的领域,因此,数控机床的水平代表了当前数控技术的性能、水平和发展方向。
数控机床种类繁多,有钻铣镗床类、车削类、磨削类、电加工类、锻压类、激光加工类和其他特殊用途的专用数控机床等等,凡是采用了数控技术进行控制的机床统称为NC机床。
带有自动换刀装置ATC(Automatic Tool Changer—ATC)的数控机床(带有回转刀架的数控车床除外)称为加工中心(Machine Center—MC)。它通过刀具的自动交换,工件可以一次装、夹完成多工序的加工,实现了工序集中和工艺的复合,从而缩短了辅助加工时间,提高了机床的效率;减少了工件安装、定位次数,提高了加工精度。加工中心是目前数控机床中产量最大、应用最广的数控机床。
在加工中心的基础上,通过增加多工作台(托盘)自动交换装置(Auto Pallet Changer—APC)以及其他相关装置,组成的加工单元称为柔性加工单元(Flexible Manufacturing Cell—FMC)。FMC不仅是现了工序的集中和工艺的复合,而且通过工作台(托盘)的自动交换和较完善的自动监测、监控功能,可以进行一定时间的无人化加工,从而进一步提高了设备的加工效率。FMC既是柔性制造系统FMS(Flexible Manufacturing System)的基础,又可以作为独立的自动化加工设备使用,因此其发展速度较快。
在FMC和加工中心的基础上,通过增加物流系统、工业机器人以及相关设备,并由中央控制系统进行集中、统一控制和管理,这样的制造系统称为柔性制造系统FMS(Flexible Manufacturing System)。FMS不仅可以进行长时间的无人化加工,而且可以实现多品种零件的全部加工和部件装配,实现了车间制造过程的自动化,它是一种高度自动化的先进制造系统。
随着科技发展,为了适应市场需求多变的形势,对现代制造业来说,不仅需要发展车间制造过程的自动化,而且要实现从市场预测、生产决策、产品设计、产品制造直到产品销售的全面自动化。将这些要求综合、构成的完整的生产制造系统,称为计算机集成制造系统(Computer Integrated Manufacturing System¬—CIMS)。CIMS将一个更长的生产、经营活动进行了有机的集成,实现了更高效益、更高柔性的智能化生产,是当今自动化制造技术发展的最高阶段。在CIMS中,不仅是生产设备的集成,更主要的是以信息为特征的技术集成和功能集成。计算机是集成的工具,计算机辅助的自动化单元技术是集成的基础,信息和数据的交换及共享是集成的桥梁,最终形成的产品,可以看成是信息和数据的物质体现。
[此贴子已经被作者于2006-5-9 12:45:09编辑过]