发表于:2006/3/24 17:00:00
#0楼
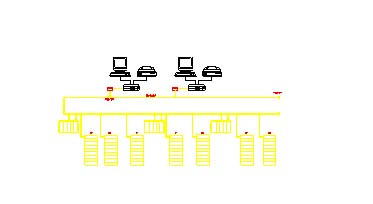
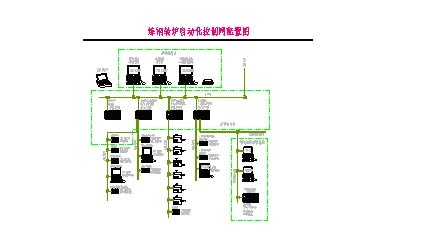
内容提要: 本文主要是简述网络在现代自动化控制理论中的应用。分别从网络控制的特性、组成、应用、优点和发展方向等方面加以论述。主要是介绍罗克韦尔AB公司和西门子SIEMENS公司的网络产品。并以炼钢转炉自动控制系统为实例,介绍自动化控制网络理论在该自动控制系统中的应用。
一、 网络引论
网络技术是当今世界发展最快、使用越来越广泛的技术之一。由于世界的快速发展,对信息的要求越来越高,而信息的快速传递与网络密不可分,所以网络得到飞速发展和广泛应用。
二、 自动化控制网络的类型
在现代自动化控制系统中,由于对自动化控制的要求越来越高,数据之间的通信已不再局限于可编程控制器(PLC)内部之间的交换,已发展到PLC主机与PLC主机、PLC主机与上位机、上位机与上位机之间的数据交换,而且不只是交换,对交换的速率提出越来越高的要求。可见,离开了网络,自动化控制理论得不到发展,自动控制技术受到局限。所以说,网络在自动化控制中占有重要地位,得到迅速发展和广泛应用,而且日趋标准化。
在自动化控制领域内,有很多公司都有自己的自动化产品。其中比较有代表性的产品:如西门子SIEMENS公司的S5和S7系列PLC产品;罗克韦尔AB公司的SLC5和Logix系列PLC产品;施耐德公司的Quantum系列PLC产品。而网络的种类也很多:INDUSTRIAL ETHERNET工业以太网、DEVICENET设备网、CONTROLNET控制网、DH+网、PROFIBUS网、MPI网、MB+网、远程I/O网、TCP/IP以太网等等,每个公司可以根据自己特点采用适合自己的网络:西门子多用MPI网、PROFIBUS网、DEVICENET网和ETHERNET工业以太网;AB公司多用DH+网、CONTROLNET网、DEVICENET网和ETHERNET工业以太网;施耐德自动化公司多用MB+网、远程I/O网、TCP/IP以太网。
三、 自动化控制网络的特性
现代自动化控制中,经常需要在PLC主机与上位机、PLC主机与PLC主机、PLC主机与远程I/O之间传输交换数据。而它们往往又不在同一地点,相互之间有一定的距离,这与网络的连接接点数、传输速率和传输距离等因素有关。 下面以有代表性的ControlNet控制网、PORFIBUS现场总线网和ETHERNET工业以太网为例,谈谈自动化控制网络的一些常用特性。
网络的OSI参考模型分为七层:物理层、数据链路层、网络层、运输层、会话层、表示层和应用层。而一般来讲,控制系统网络可分为3层:信息层、控制层和设备层(传感/执行层)。INDUSTRIAL ETHERNET工业以太网工作在信息层;ControlNet控制网工作在控制层;PORFIBUS现场总线网工作在设备层。
ControlNet控制网络是符合IEC61158 Type 2 标准的一种高速确定性网络,用于对时间有苛刻要求的应用场合的信息传输。 它为对等通信提供实时控制和报文传送服务。它作为控制器和I/O设备之间的一条高速通信链路, 综合了现有各种网络的能力。CONTROLNET网支持管理/过程(控制器与HMI之间)、点到点和I/O网络的通信. 用于PLC与计算机之间的通信网络。它可连接拖动装置、串并行设备、工业PC、人机界面等。它还可以沟通逻辑控制和过程控制系统,传输速率为5Mbps,可寻址节点为99个,同轴电缆传输距离为3km,光纤传输距离为30km,它支持冗余结构。通过冗余或单通信介质,数据传输速率为5Mbits/s。传输介质是RG6同轴电缆,通过BNC连接器和CONTROLNET总线连接。通过使用光纤中继器, CONTROLNET最远可传输10KM,使用同轴电缆和中继器,最远可传输6KM。同轴电缆每段最大长度为1KM(根据所使用的三通连接头和引线所决定),光缆每段最大长度可达3KM(根据使用的光纤等级决定)。每一个控制级网络段可以连接6个非冗余或4对冗余的控制器。通过I/O网络,每一个处理器可以支持8个I/O机箱。
最彻底和最完善的分布式系统是开放的现场总线。PROFIBUS-DP是设备层现场总线, 用于控制器(如PLC、PC、NC)与现场控制设备(如驱动器、检测设备、HMI等)之间的通信总线。PORFIBUS-DP已形成自动化世界范围的标准,因为它能满足工业控制的一切要求,它符合DIN19245和EN50170标准(前者是德国标准,后者是欧洲标准),对SIEMENS和多达240个生产商的现场设备开放,因而用户又充分的选择余地。ROFIBUS-DP允许的距离可达23KM,能容纳的节点多达125个,它相应快节,工作可靠,此外,不仅每个单独的节点均能作为 发送信息,且任一个网点如出现故障,所有节点能正常工作,不受影响。
传统的控制系统在信息层大都采用ETHERNET以太网,而在控制层和设备层一般采用不同的现场总线或其他专用网络。目前,以太网已经渗透到了控制层和设备层,几乎所有的PLC和远程I/O供应商都能提供支持TCP/IP的以太网接口的产品。工业以太网(INDUSTRIAL ETHERNET)能够与普通的以太网卡连接,使用方便;市场上的以太网卡价格便宜,购买方便,所以采用工业以太网具有价格低廉的优势;工业以太网的频带宽,传输速率快,由最初的10Mb/s到100Mb/s乃至1000Mb/s的升级;工业以太网具有以太网的开放性和兼容性,工业以太网因为采用由IEEE802.3所定义的数据传输协议,它是一个开放的标准,从而为PLC和DCS厂家广泛接受,与现场总线相比,工业以太网还具有向下兼容性。工业以太网的接点数最大超过1024点,传输距离,电气可达1.5km,光学可达200km
一、 网络引论
网络技术是当今世界发展最快、使用越来越广泛的技术之一。由于世界的快速发展,对信息的要求越来越高,而信息的快速传递与网络密不可分,所以网络得到飞速发展和广泛应用。
二、 自动化控制网络的类型
在现代自动化控制系统中,由于对自动化控制的要求越来越高,数据之间的通信已不再局限于可编程控制器(PLC)内部之间的交换,已发展到PLC主机与PLC主机、PLC主机与上位机、上位机与上位机之间的数据交换,而且不只是交换,对交换的速率提出越来越高的要求。可见,离开了网络,自动化控制理论得不到发展,自动控制技术受到局限。所以说,网络在自动化控制中占有重要地位,得到迅速发展和广泛应用,而且日趋标准化。
在自动化控制领域内,有很多公司都有自己的自动化产品。其中比较有代表性的产品:如西门子SIEMENS公司的S5和S7系列PLC产品;罗克韦尔AB公司的SLC5和Logix系列PLC产品;施耐德公司的Quantum系列PLC产品。而网络的种类也很多:INDUSTRIAL ETHERNET工业以太网、DEVICENET设备网、CONTROLNET控制网、DH+网、PROFIBUS网、MPI网、MB+网、远程I/O网、TCP/IP以太网等等,每个公司可以根据自己特点采用适合自己的网络:西门子多用MPI网、PROFIBUS网、DEVICENET网和ETHERNET工业以太网;AB公司多用DH+网、CONTROLNET网、DEVICENET网和ETHERNET工业以太网;施耐德自动化公司多用MB+网、远程I/O网、TCP/IP以太网。
三、 自动化控制网络的特性
现代自动化控制中,经常需要在PLC主机与上位机、PLC主机与PLC主机、PLC主机与远程I/O之间传输交换数据。而它们往往又不在同一地点,相互之间有一定的距离,这与网络的连接接点数、传输速率和传输距离等因素有关。 下面以有代表性的ControlNet控制网、PORFIBUS现场总线网和ETHERNET工业以太网为例,谈谈自动化控制网络的一些常用特性。
网络的OSI参考模型分为七层:物理层、数据链路层、网络层、运输层、会话层、表示层和应用层。而一般来讲,控制系统网络可分为3层:信息层、控制层和设备层(传感/执行层)。INDUSTRIAL ETHERNET工业以太网工作在信息层;ControlNet控制网工作在控制层;PORFIBUS现场总线网工作在设备层。
ControlNet控制网络是符合IEC61158 Type 2 标准的一种高速确定性网络,用于对时间有苛刻要求的应用场合的信息传输。 它为对等通信提供实时控制和报文传送服务。它作为控制器和I/O设备之间的一条高速通信链路, 综合了现有各种网络的能力。CONTROLNET网支持管理/过程(控制器与HMI之间)、点到点和I/O网络的通信. 用于PLC与计算机之间的通信网络。它可连接拖动装置、串并行设备、工业PC、人机界面等。它还可以沟通逻辑控制和过程控制系统,传输速率为5Mbps,可寻址节点为99个,同轴电缆传输距离为3km,光纤传输距离为30km,它支持冗余结构。通过冗余或单通信介质,数据传输速率为5Mbits/s。传输介质是RG6同轴电缆,通过BNC连接器和CONTROLNET总线连接。通过使用光纤中继器, CONTROLNET最远可传输10KM,使用同轴电缆和中继器,最远可传输6KM。同轴电缆每段最大长度为1KM(根据所使用的三通连接头和引线所决定),光缆每段最大长度可达3KM(根据使用的光纤等级决定)。每一个控制级网络段可以连接6个非冗余或4对冗余的控制器。通过I/O网络,每一个处理器可以支持8个I/O机箱。
最彻底和最完善的分布式系统是开放的现场总线。PROFIBUS-DP是设备层现场总线, 用于控制器(如PLC、PC、NC)与现场控制设备(如驱动器、检测设备、HMI等)之间的通信总线。PORFIBUS-DP已形成自动化世界范围的标准,因为它能满足工业控制的一切要求,它符合DIN19245和EN50170标准(前者是德国标准,后者是欧洲标准),对SIEMENS和多达240个生产商的现场设备开放,因而用户又充分的选择余地。ROFIBUS-DP允许的距离可达23KM,能容纳的节点多达125个,它相应快节,工作可靠,此外,不仅每个单独的节点均能作为 发送信息,且任一个网点如出现故障,所有节点能正常工作,不受影响。
传统的控制系统在信息层大都采用ETHERNET以太网,而在控制层和设备层一般采用不同的现场总线或其他专用网络。目前,以太网已经渗透到了控制层和设备层,几乎所有的PLC和远程I/O供应商都能提供支持TCP/IP的以太网接口的产品。工业以太网(INDUSTRIAL ETHERNET)能够与普通的以太网卡连接,使用方便;市场上的以太网卡价格便宜,购买方便,所以采用工业以太网具有价格低廉的优势;工业以太网的频带宽,传输速率快,由最初的10Mb/s到100Mb/s乃至1000Mb/s的升级;工业以太网具有以太网的开放性和兼容性,工业以太网因为采用由IEEE802.3所定义的数据传输协议,它是一个开放的标准,从而为PLC和DCS厂家广泛接受,与现场总线相比,工业以太网还具有向下兼容性。工业以太网的接点数最大超过1024点,传输距离,电气可达1.5km,光学可达200km