发表于:2026/2/6 9:11:27
#0楼
之前做转盘机都是用的普通电机+分割器+编码器做,
逻辑也很简单,主轴不停,分割器的原因,主轴编码器还在转,动作靠角度靠编码器PV值控制即可;<0~359°一个周期>
~~~~~~~~~~~~~~~~
客户最近做了一台伺服转盘机;主轴用伺服,不用分割器了,定位也很准,
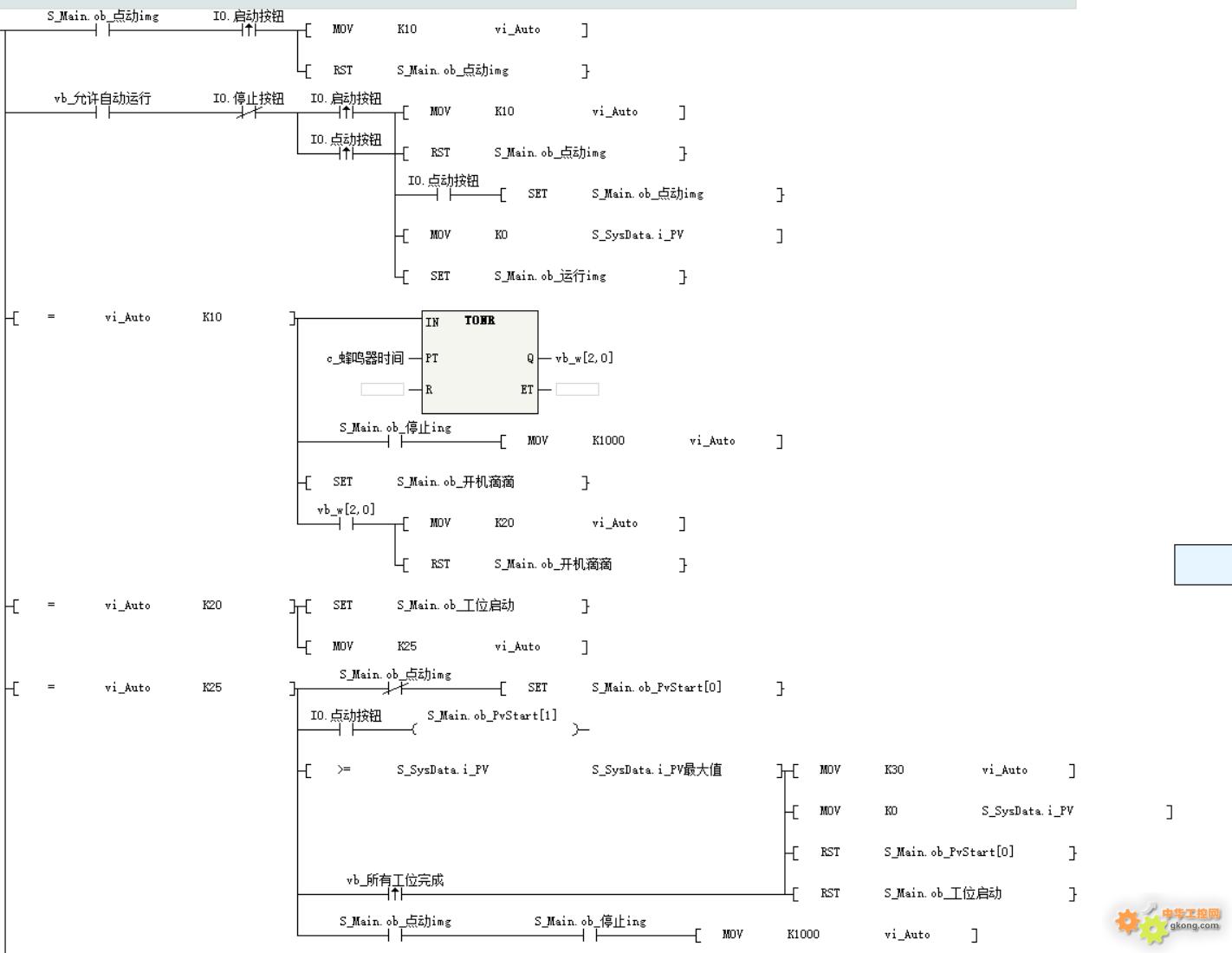
自动运行大致逻辑是:
1启动-
2判断工位是否加工<各个工位自行判断是否加工,比如上工位是否完成,原材料是否准备好等>-
3启动各个工位加工-如果加工完成就跳到5步
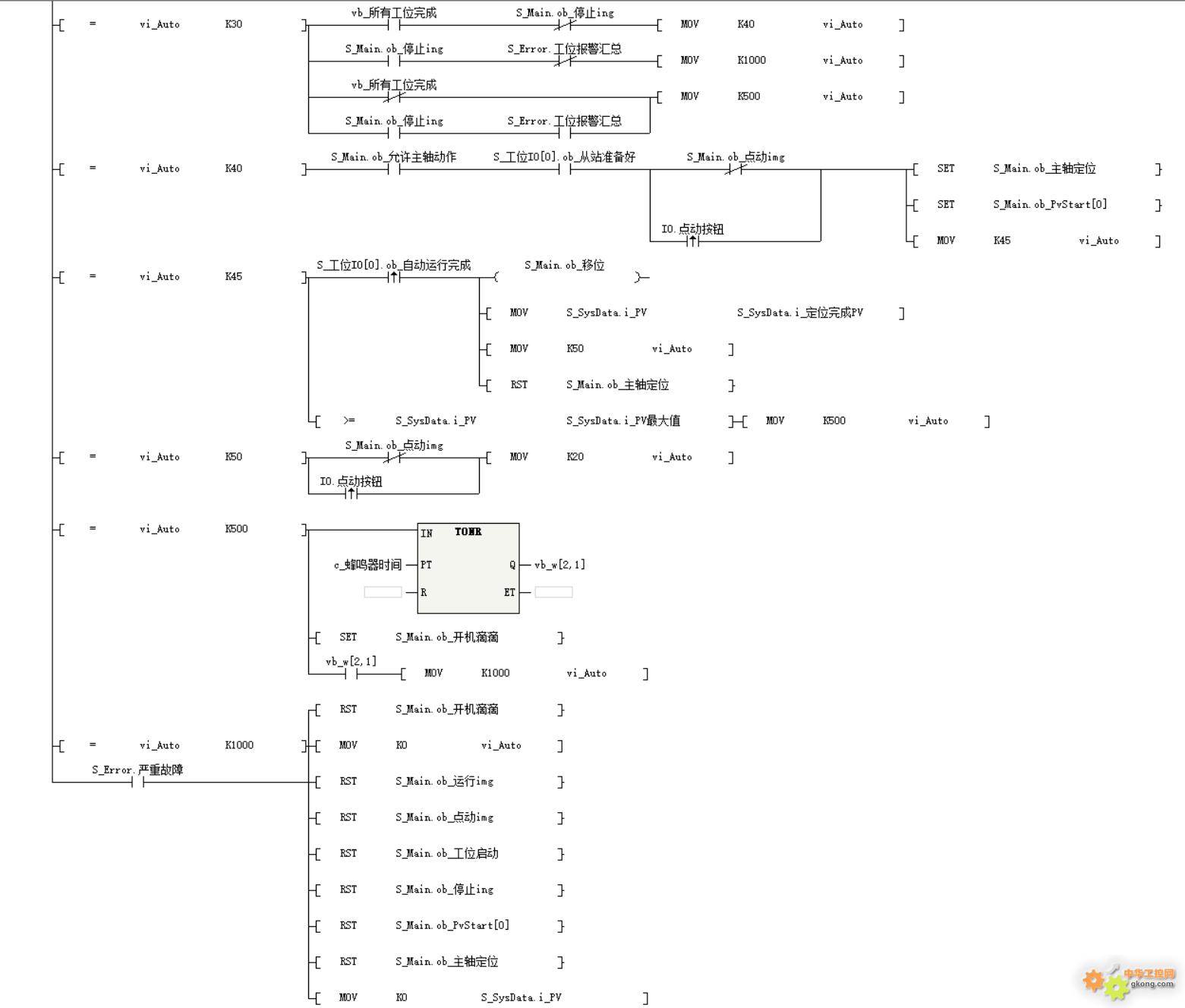
4所有工位加工完毕-
5转盘伺服定位一次-回到2步,
这个感觉没啥问题,但是客户提出,需要增加效率;
比如,转盘伺服定位过程中<工件不到加工位置>,不影响转盘动作的可以提前动作,比如某些工位提起用吸盘把原材料吸起来准备好;
ps1:以上每个工位动作ON.OFF是模仿编码器,做了PLC 1ms定时中断+1,然后各个动作比值来判断是否动作开启和关闭,类似编码器PV值。
PS2:现在PLC定时中断开启是在 自动程序的第3步 开始ON +1,
PS3:如果按客户的要求,那就只能改主程序逻辑,分第一次启动和正常循环启动<主要是什么时候开启定时中断>
各位还有什么好的办法吗?
逻辑也很简单,主轴不停,分割器的原因,主轴编码器还在转,动作靠角度靠编码器PV值控制即可;<0~359°一个周期>
~~~~~~~~~~~~~~~~
客户最近做了一台伺服转盘机;主轴用伺服,不用分割器了,定位也很准,
自动运行大致逻辑是:
1启动-
2判断工位是否加工<各个工位自行判断是否加工,比如上工位是否完成,原材料是否准备好等>-
3启动各个工位加工-如果加工完成就跳到5步
4所有工位加工完毕-
5转盘伺服定位一次-回到2步,
这个感觉没啥问题,但是客户提出,需要增加效率;
比如,转盘伺服定位过程中<工件不到加工位置>,不影响转盘动作的可以提前动作,比如某些工位提起用吸盘把原材料吸起来准备好;
ps1:以上每个工位动作ON.OFF是模仿编码器,做了PLC 1ms定时中断+1,然后各个动作比值来判断是否动作开启和关闭,类似编码器PV值。
PS2:现在PLC定时中断开启是在 自动程序的第3步 开始ON +1,
PS3:如果按客户的要求,那就只能改主程序逻辑,分第一次启动和正常循环启动<主要是什么时候开启定时中断>
各位还有什么好的办法吗?
[此贴子已经被jint于2026/2/8 9:12:11编辑过]