














发表于:2025/6/14 12:28:39
#0楼
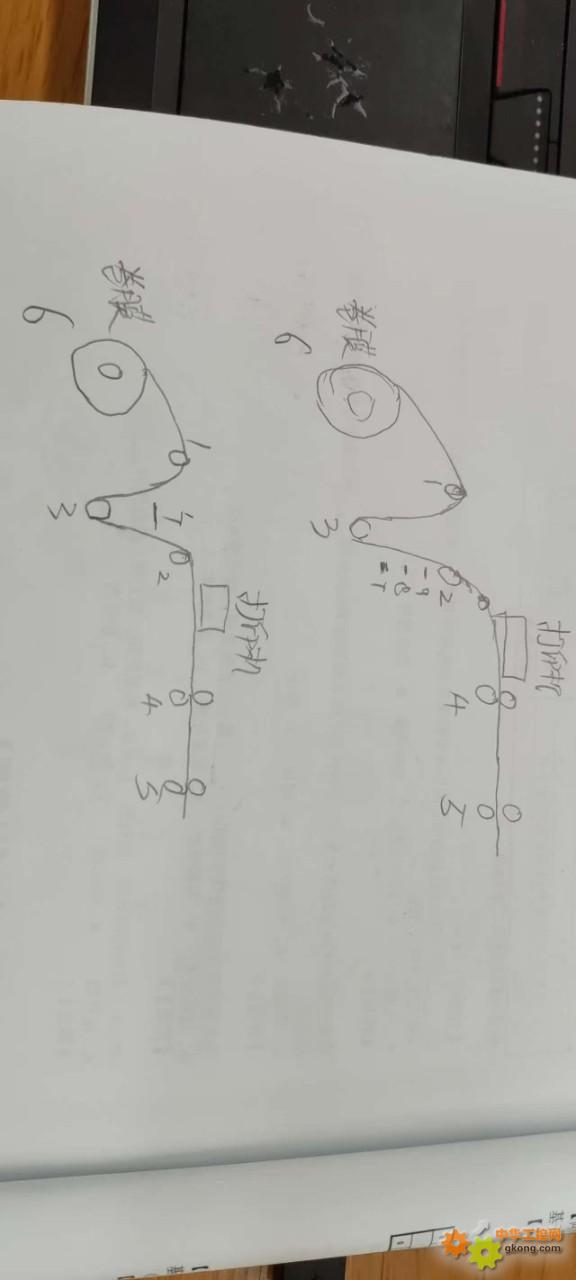
如图,上图是常用的一种放卷方式,卷膜6由电机拖动,3是浮动辊,4是牵引轮,5是切割刀,当4牵引一定距离比如200mm后,3上升一半距离即可
,,3上升时不会超过上限位传感器8,然后6迅速转动补料,当膜降落到7传感器信号停止卷膜电机转动;当卷膜用完时,3一定会越过8传感器到达9传感器,这个时候就是膜用完了报警。 整个过程中4拉膜的张力其实就是浮动辊的重力,非常均匀。 只有保持拉膜的张力,切膜才能准确;
但是上述方案有个弊端,当节拍加快,6来不及送料可能4就会下一次拉膜了,这个情况下,膜的张力就会波动,造成切莫不准;
于是出现了下图的改造方案
将卷膜送膜电机改为磁粉制动器,根据卷径调节磁粉扭矩,从而让张力稳定;这里的浮动辊轮3跟上面完全不一样。 具体原理是4拉膜比如200mm,这个时候3上升比如30mm也就是供膜60mm给牵引论4,剩下的140mm就靠膜卷6放卷了,这个时候3就会撞到7了,注意这里7是限位块,当放卷结束,4是伺服控制立即停止,膜卷6由于惯性会多走一点,这个时候3就会下落一点,让薄膜保持住张力。 这个停止的时候薄膜一定要有张力,这样打印机才能在薄膜上打印,不允许停止时,薄膜是松松的,一定要紧紧的,就是靠这个浮动辊下落涨紧薄膜了。
这个方案有一个问题,当膜卷用完时,膜是胶带粘在卷上的,当3撞到7以后,4继续正常拉膜,造成硬拉膜卷,可能损坏3浮动辊变形。 因为这里的7不是上图里面的几个限位传感器,这里根本就没有限位传感器。如何解决这个难题呢?
有人说你不能让3距离7远一点吗? 注意距离多远都没用,因为下图里的卷膜只有磁粉制动器没有送料电机了,上图是根据传感器信号主动送膜,下图无送膜电机,下图主要靠牵引轮4先把3拉起来顶住7,然后继续拉卷膜6. 两者原理完全不一样。
![附件 微信图片_20250614123045.jpg]()
,,3上升时不会超过上限位传感器8,然后6迅速转动补料,当膜降落到7传感器信号停止卷膜电机转动;当卷膜用完时,3一定会越过8传感器到达9传感器,这个时候就是膜用完了报警。 整个过程中4拉膜的张力其实就是浮动辊的重力,非常均匀。 只有保持拉膜的张力,切膜才能准确;
但是上述方案有个弊端,当节拍加快,6来不及送料可能4就会下一次拉膜了,这个情况下,膜的张力就会波动,造成切莫不准;
于是出现了下图的改造方案
将卷膜送膜电机改为磁粉制动器,根据卷径调节磁粉扭矩,从而让张力稳定;这里的浮动辊轮3跟上面完全不一样。 具体原理是4拉膜比如200mm,这个时候3上升比如30mm也就是供膜60mm给牵引论4,剩下的140mm就靠膜卷6放卷了,这个时候3就会撞到7了,注意这里7是限位块,当放卷结束,4是伺服控制立即停止,膜卷6由于惯性会多走一点,这个时候3就会下落一点,让薄膜保持住张力。 这个停止的时候薄膜一定要有张力,这样打印机才能在薄膜上打印,不允许停止时,薄膜是松松的,一定要紧紧的,就是靠这个浮动辊下落涨紧薄膜了。
这个方案有一个问题,当膜卷用完时,膜是胶带粘在卷上的,当3撞到7以后,4继续正常拉膜,造成硬拉膜卷,可能损坏3浮动辊变形。 因为这里的7不是上图里面的几个限位传感器,这里根本就没有限位传感器。如何解决这个难题呢?
有人说你不能让3距离7远一点吗? 注意距离多远都没用,因为下图里的卷膜只有磁粉制动器没有送料电机了,上图是根据传感器信号主动送膜,下图无送膜电机,下图主要靠牵引轮4先把3拉起来顶住7,然后继续拉卷膜6. 两者原理完全不一样。
[此贴子已经被jint于2025/6/17 10:18:00编辑过]
ARM+FPGA+DSP

