发表于:2024/4/10 14:04:42
#0楼

有一自动罐装码垛生产线,由灌装机、称重机、缝包机、倒包机、压包机、金属检测机、视觉识别系统、码垛机器人、输送线等设备构成,可以实现自动罐装、称重、缝包、金属检测、码垛等功能。
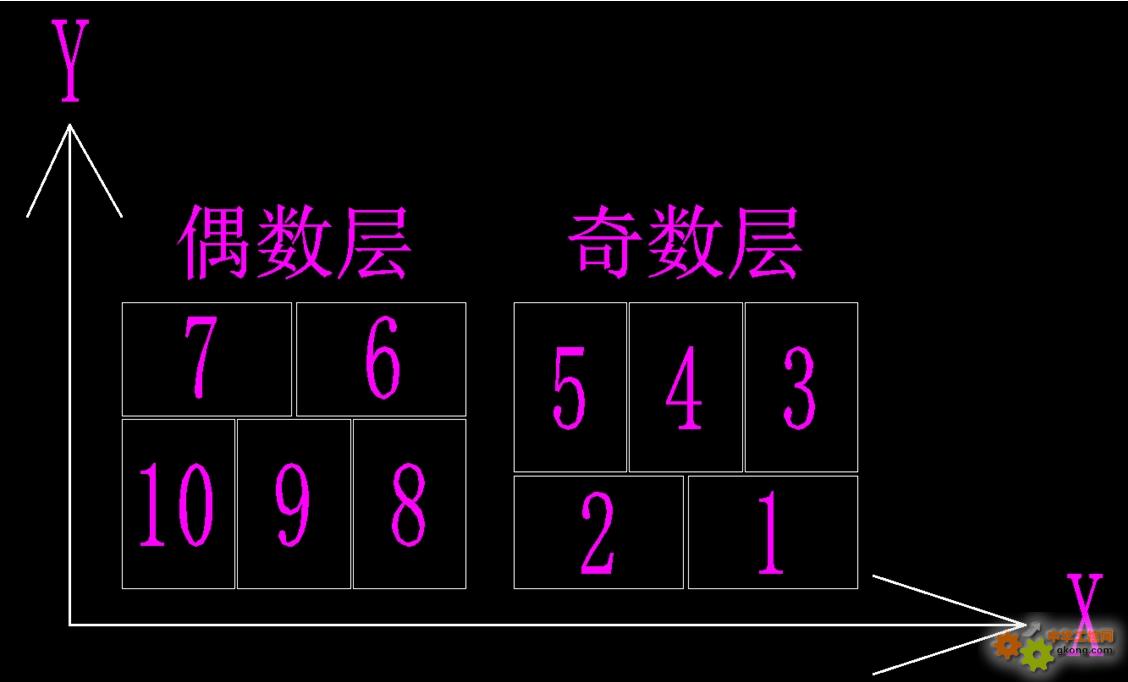
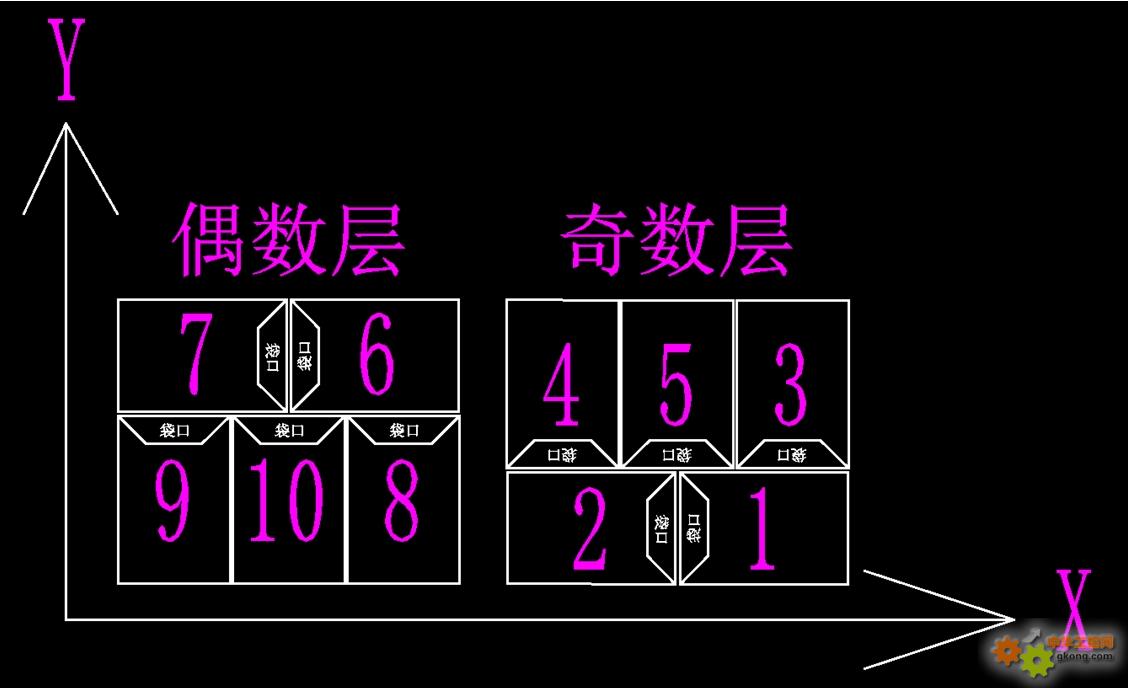
该生产线的产品是粉状物,采用编织袋包装,25KG/袋。装袋前编织袋的尺寸是长710毫米,宽460毫米,M边100毫米。装了25KG产品,经压包机碾压后,编织袋的尺寸是长约600毫米;宽约420毫米,高约160毫米,袋底厚实,袋口凹塌。码放的托盘的尺寸是长1200毫米,宽1000毫米,高140毫米。每个托盘码8层,每层5包,共码垛1吨产品。
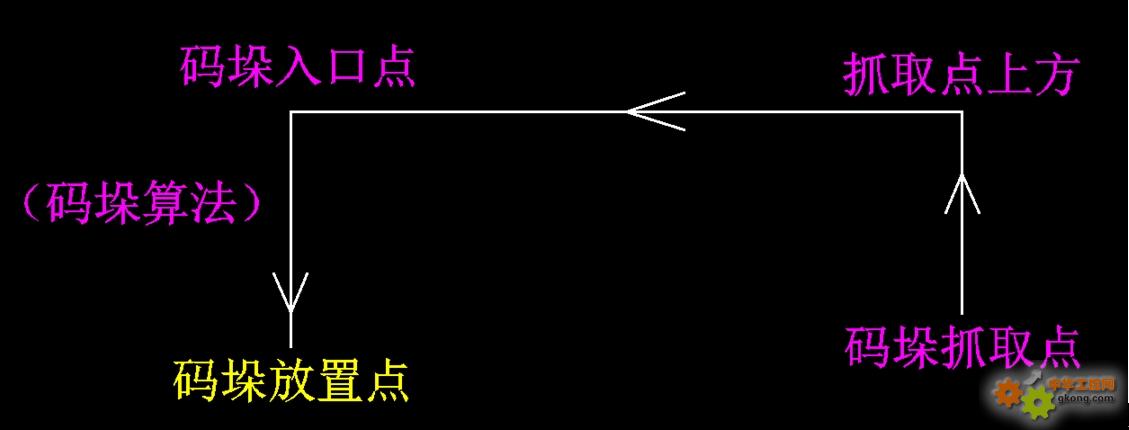
码垛机器人采用国产埃斯顿品牌的ER180-3100-PL码垛机,夹具采用自行研发的抱夹式抓手,码垛机安装在有效长度5米的地轨上,实现1台机器人码垛6个工位的功能。