发表于:2022/6/13 15:40:58
#0楼
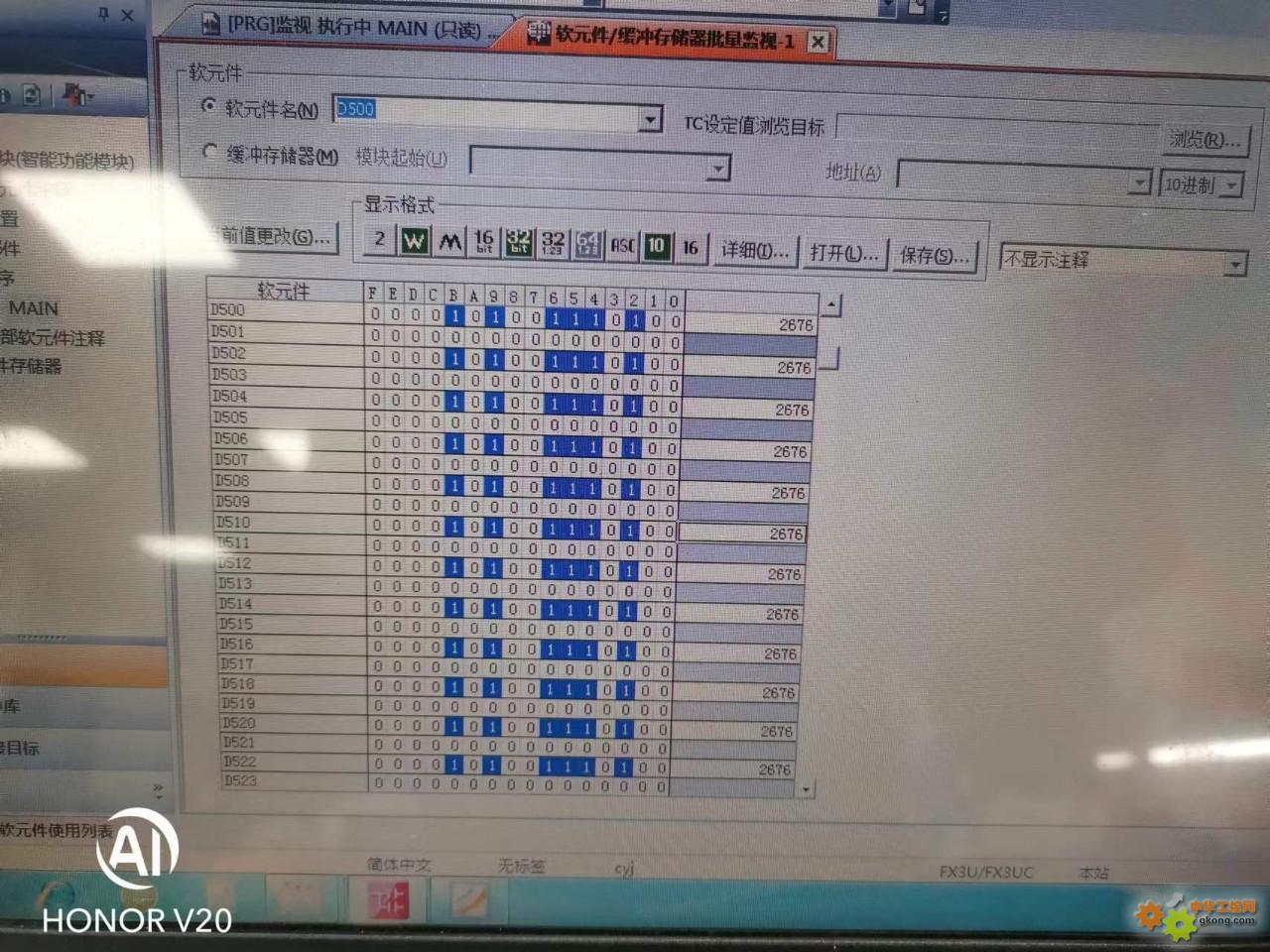

直接输出D500确定,显示每次都传出2676(如图)
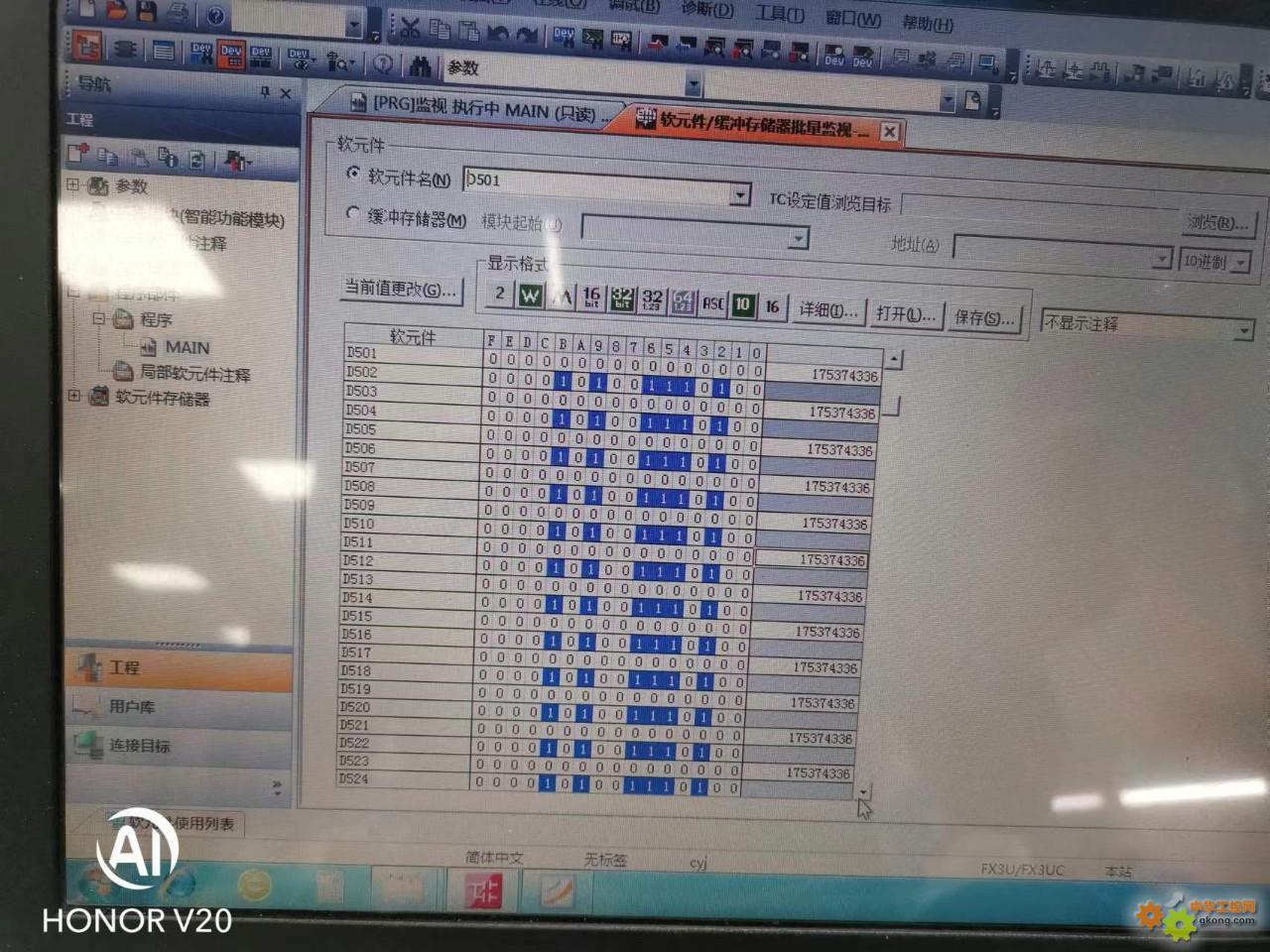
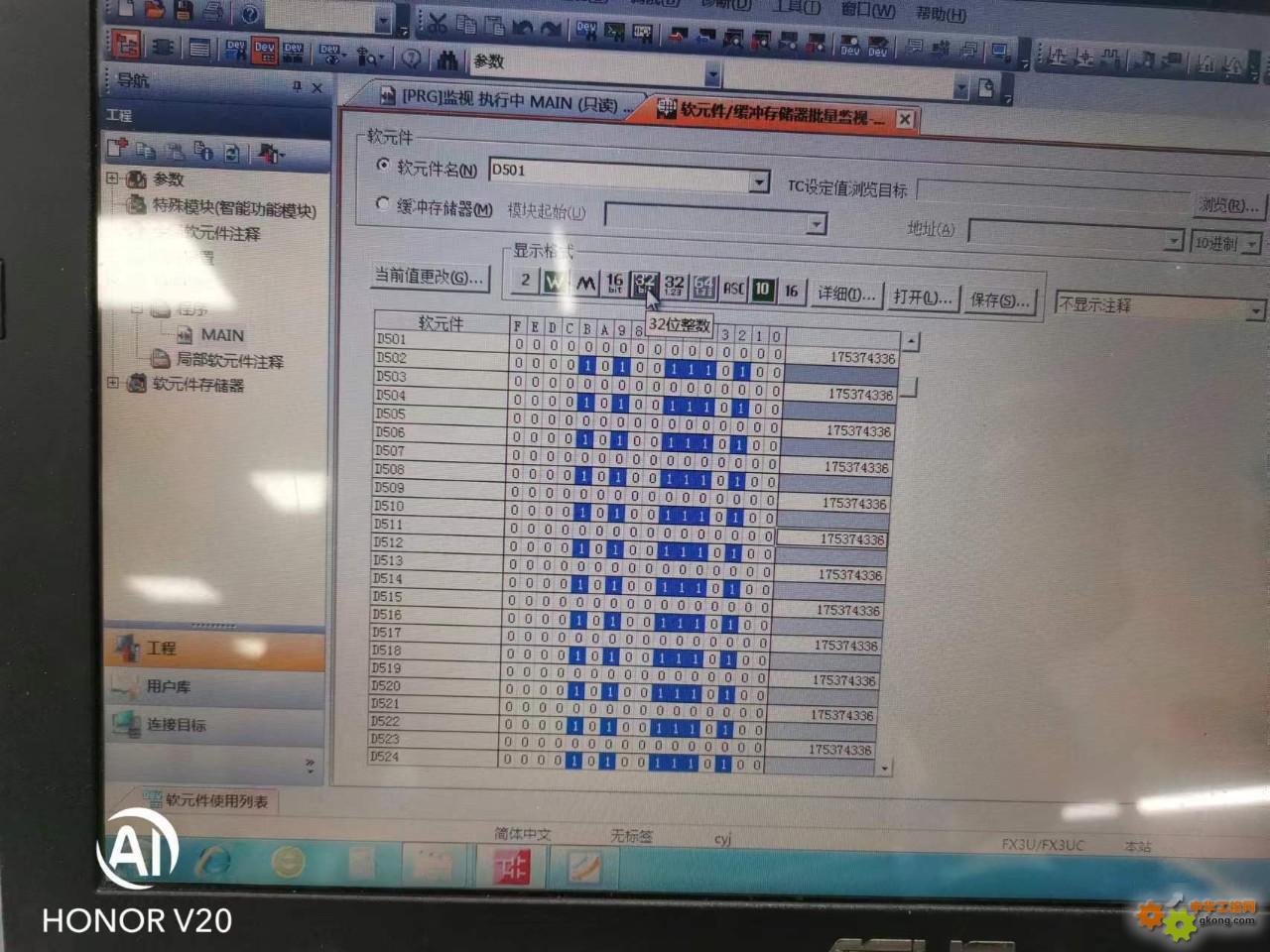
但只能看到D524下面还有很多次看不到,于是点下拉菜单的向下箭头,后面就全都是175374336(如图)
这是怎么一回事,
如果直接输入D525或以上的寄存器然后确定,显示出来的也是2676只要点了下拉菜单就显示175374336
怎么回事?梯形国图看到的也是175374336???