














发表于:2021/6/2 9:03:50
#0楼
对于一个新手来说,倘若没有实际的项目经验也不必过于担心,大多数面试官与求职者的交流也仅限于语言上的沟通和简单的技术问答。但如果你能对整个项目框架胸有成竹,说的头头是道,就可以轻松的争取到入职机会,那么对你来说,完成一个项目不过是时间的问题而已。
以下通过一个实际的案例向大家介绍完成一个项目的前世今生,也欢迎大家随时交流心得体验!
对于一个项目来说,整个的设计流程大概是这样:
![附件 1.jpg]()
一、熟悉项目工艺流程
通过机械图了解整个设备结构,并熟悉设备基本的工艺制程,围绕着客户要求大概的程序框架做到心中有数。
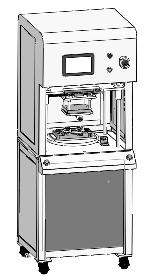
客户要求提供一台小型PG产品辊压样机,大概的工作流程是:人工将产品放置于机台治具内,然后按压绿色双启动按钮,设备启动,辊压气缸下降到位,开始对产品的长边进行辊压,辊压完成后产品90°旋转,辊压气缸再对产品的短边进行辊压,完成以上作业后,人工取出产品结束。
![附件 2.jpg]() 图1:辊压机机械图
图1:辊压机机械图
辊压机内部运动机构分解:
![附件 3.jpg]()
图2:内部运动机构图
![附件 4.jpg]()
图3:左:产品治具 右:辊压机构
下面对机构辊压动作作简要说明:
1.对产品的长边进行辊压
![附件 5.jpg]()
图4:阴影部分为长边辊压路径
![附件 6.jpg]()
图5:辊压长边动作流程
2.对产品的短边进行辊压
![附件 7.jpg]()
图6:阴影部分为短边辊压路径
![附件 8.jpg]()
图7:辊压短边动作流程
二、绘制动作流程图
一套完整的工艺流程由多个动作模块组合和衔接构成,而动作模块又由每一个子动作步按动作次序构成。
比如初始化流程、辊压动作流程、异常处理流程等
![附件 9.jpg]()
![附件 10.jpg]()
![附件 11.jpg]()
![附件 12.jpg]()
三、统计整机IO点
1、统计气缸的位置检测(如磁性开关,限位开关)等输入信号;气缸动作电磁阀等输出信号;
2、统计正(负)压数显压力表检测等输入信号;正(负)压动作电磁阀等输出信号;
3、统计外部按钮,急停,安全检测等输入信号;按钮灯,三色灯、开关锁等输出信号;
4、统计脉冲控制轴的限位、原点等输入信号;以及正、反转脉冲控制输出信号;
5、统计其他的一些输入输出信号;
下面是本项目中的IO点分配:
![附件 13.jpg]()
图8:输入信号
![附件 14.jpg]()
图9:输出信号
四、确定电气物料清单
1、确定PLC和触摸屏的型号及数量;
2、确定(伺服、步进、交流等)电机和驱动器(控制器)的型号及数量;
3、确定主电路断路器、漏保、接触器、继电器和开关电源等的型号及数量;
4、确定模组限位光电、检测光纤、接近开关、传感器等的型号及数量;
5、确认外部按钮、三色灯、门锁等的型号及数量;
6、确认其他的客户指定的电气物料,如视觉系统、静电检测等
下面根据机械图一一对应确定外购电气物料。另外,需要注意设备的供电规格,此项目中整机采用AC220V单相供电方式,因此电气物料选型时需要注意。
![附件 15.jpg]()
以上就是本项目涉及到的电气物料型号数量等,仅供参考。
五、绘制电气图纸
1、绘制主电路图、控制电路图,需标明电气物料型号及线径、线号;
2、绘制伺服、步进、交流马达等驱动器接线图;
3、绘制PLC模块的网络图,以及各IO模块、扩展模块等配线;
4、绘制其他特殊物料配线或脚位定义(如通讯线、检测器、测厚仪等);
5、绘制配电盘的电气物料布局图,建议放到最后,有利于查漏补缺,方便布局;
(以下为本项目中部分电气图纸仅供参考)
![附件 16.jpg]()
图10:配电盘布局
![附件 17.jpg]()
图11:主电路
![附件 18.jpg]()
图12:PLC配线图
![附件 19.jpg]()
图13:IO点接线图
![附件 20.jpg]()
图14:伺服接线图
![附件 21.jpg]()
图15:通讯线脚位接线图
六、PLC程序设计
PLC程序设计是项目设计中的难点和重点,需要花一些时间酝酿,提前做好规划,先写那段程序,再写那段,重复冗余的程序可不可以简化,或用更简便方式编写(如功能块、子程序调用等),还有比如用excle表格统计项目中所有的IO点、内部继电器、缓存寄存器等等,这样在编写的过程中也方便查找,提高编程效率,减少出错的几率。
![附件 22.jpg]()
图16:通过文档把控程序整体布局
一套完整的PLC程序主要包括以下几部分内容:
1、轴控制启动程序
2、轴报警及复位程序
3、轴JOG动作及停止程序
4、气缸单动程序
5、气缸报警程序
6、自动生产程序
7、子流程模块程序
8、以及其他辅助的程序
另外需要注意:
1、单动、手动和自动操作这几部分程序里要做互锁;
2、自动生产中,除主控板外部按钮及HMI主画面生产按钮外,其他按钮一律无效;
3、设备发生任何报警必须自锁保持报警状态,只有待报警解除之后方可操作;
4、急停按下后,触摸屏除了画面可以切换外,按钮及开关一律无效;
5、另外需要做好各轴与轴、轴与气缸的安全条件及互锁报警;
以下是本项目中新建的各个程序模块
![附件 23.jpg]()
图17:新建程序并配置程序模块
七、HMI画面制作
触摸屏画面主要包括几大部分:
1、开机画面
2、生产画面
3、单动画面
4、生产设定
5、等级设定
6、I/O监视
7、报警画面
8、帮助信息
9、配方画面
![附件 24.jpg]()
图18:手动操作画面
八、设备调试及程序debug
设备调试分厂内和厂外调试。
厂内就是设备未出货前在自己公司调试。要求手自动切换正常且设备运行功能正常,设备在出现异常情况下(比如气缸未动作到位、伺服报警等)能及时报警并解除报警。如果条件允许,可以用客户提供产品批量试跑,尽量将设备早期的问题都暴露出来,因为毕竟是在自己的公司,各种资源都很完备,处理起来问题也没有那么棘手。
厂外就是在客户现场也就是在客户的生产车间进行现场调试。在客户现场调试,来自客户方的压力就要大一些。一般情况下,客户采购设备都是接到新订单或是扩大产能,所以设备只要到了客户现场,设备的产能计划基本上也排好了,每日工作计划、问题点跟进、参加例会、回复群信息、汇报工作进度等等,还有现场程序bug优化,一时间所有的事情会压得你喘不过气来,所以设备在客户现场的前一个月对电气的来时是黑色的,令人痛苦的,反过来讲这也是考验你个人能力、逻辑思维的关键时期,相信经过这段时期的磨炼,一定会收获满满。
九、完成设备验收
设备按照生产计划每日跑产能,而且产品良率和设备稼动率也在稳步提升,基本上没什么大问题了,后续就是需要配合客户完善设备的工艺性能,提高设备稳定性和兼容性,达到客户预期的效果,最终能按照合同约定设备顺利验收,并收回尾款。
十、项目资料整理及归档
项目验收之后要整理好涉及本项目的所有重要电气资料,主要包括以下几部分:
1、最新程序PLC程序和HMI程序(以“客户名称+项目编号+日期”,来进行命名);
2、模块参数(定位模块参数、通讯模块参数等扩展型模块参数);
3、轴参数(伺服参数、交流控制器参数、变频器参数等)
4、电气物料清单;
5、电气图纸;
6、设备手册;
7、客户资料;
8、其他程序(如视觉程序);
9、客户提供的资料;
10、本项目中所参考的手册;
最后,附上该项目的演示视频,还有项目案例程序(留言发邮箱),以飨读者,祝各位工作顺利!
以下通过一个实际的案例向大家介绍完成一个项目的前世今生,也欢迎大家随时交流心得体验!
对于一个项目来说,整个的设计流程大概是这样:

一、熟悉项目工艺流程
通过机械图了解整个设备结构,并熟悉设备基本的工艺制程,围绕着客户要求大概的程序框架做到心中有数。
客户要求提供一台小型PG产品辊压样机,大概的工作流程是:人工将产品放置于机台治具内,然后按压绿色双启动按钮,设备启动,辊压气缸下降到位,开始对产品的长边进行辊压,辊压完成后产品90°旋转,辊压气缸再对产品的短边进行辊压,完成以上作业后,人工取出产品结束。
辊压机内部运动机构分解:

图2:内部运动机构图

图3:左:产品治具 右:辊压机构
下面对机构辊压动作作简要说明:
1.对产品的长边进行辊压
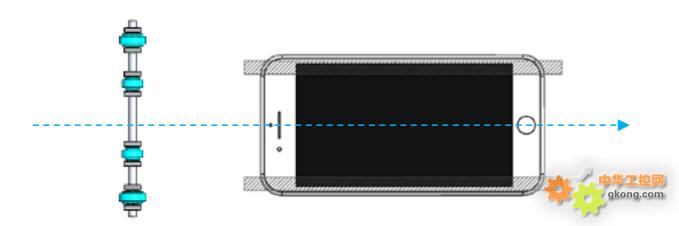
图4:阴影部分为长边辊压路径
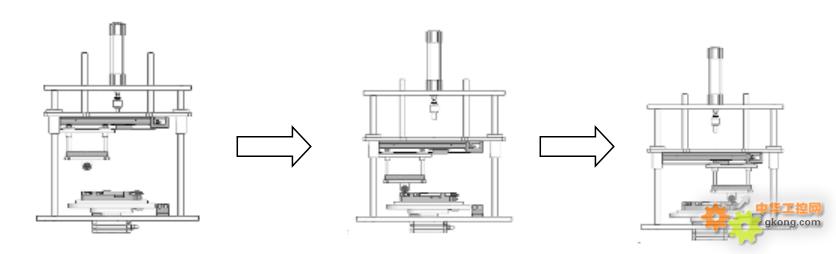
图5:辊压长边动作流程
2.对产品的短边进行辊压
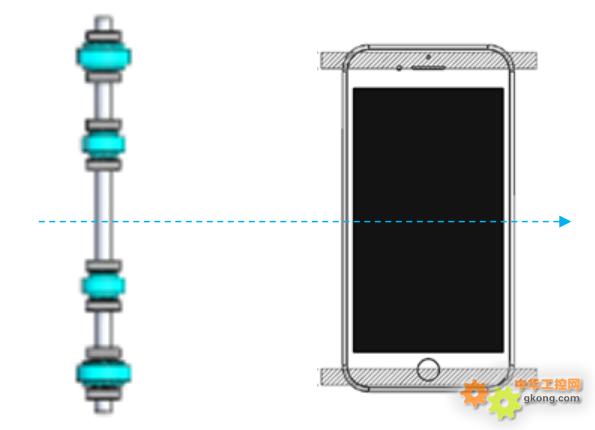
图6:阴影部分为短边辊压路径
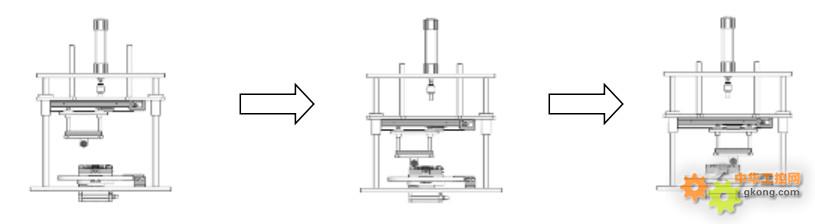
图7:辊压短边动作流程
二、绘制动作流程图
一套完整的工艺流程由多个动作模块组合和衔接构成,而动作模块又由每一个子动作步按动作次序构成。
比如初始化流程、辊压动作流程、异常处理流程等


三、统计整机IO点
1、统计气缸的位置检测(如磁性开关,限位开关)等输入信号;气缸动作电磁阀等输出信号;
2、统计正(负)压数显压力表检测等输入信号;正(负)压动作电磁阀等输出信号;
3、统计外部按钮,急停,安全检测等输入信号;按钮灯,三色灯、开关锁等输出信号;
4、统计脉冲控制轴的限位、原点等输入信号;以及正、反转脉冲控制输出信号;
5、统计其他的一些输入输出信号;
下面是本项目中的IO点分配:

图8:输入信号
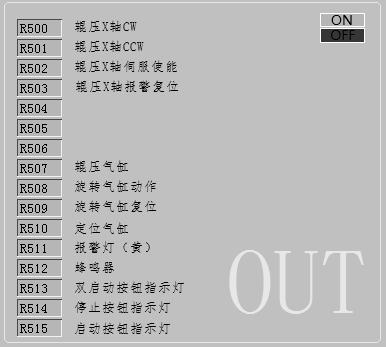
图9:输出信号
四、确定电气物料清单
1、确定PLC和触摸屏的型号及数量;
2、确定(伺服、步进、交流等)电机和驱动器(控制器)的型号及数量;
3、确定主电路断路器、漏保、接触器、继电器和开关电源等的型号及数量;
4、确定模组限位光电、检测光纤、接近开关、传感器等的型号及数量;
5、确认外部按钮、三色灯、门锁等的型号及数量;
6、确认其他的客户指定的电气物料,如视觉系统、静电检测等
下面根据机械图一一对应确定外购电气物料。另外,需要注意设备的供电规格,此项目中整机采用AC220V单相供电方式,因此电气物料选型时需要注意。
以上就是本项目涉及到的电气物料型号数量等,仅供参考。
五、绘制电气图纸
1、绘制主电路图、控制电路图,需标明电气物料型号及线径、线号;
2、绘制伺服、步进、交流马达等驱动器接线图;
3、绘制PLC模块的网络图,以及各IO模块、扩展模块等配线;
4、绘制其他特殊物料配线或脚位定义(如通讯线、检测器、测厚仪等);
5、绘制配电盘的电气物料布局图,建议放到最后,有利于查漏补缺,方便布局;
(以下为本项目中部分电气图纸仅供参考)

图10:配电盘布局
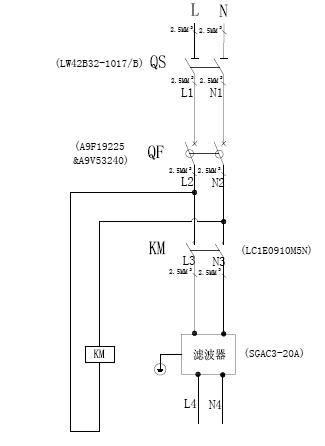
图11:主电路
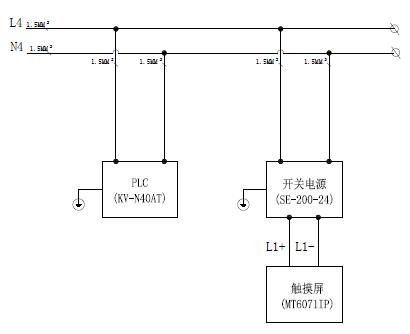
图12:PLC配线图
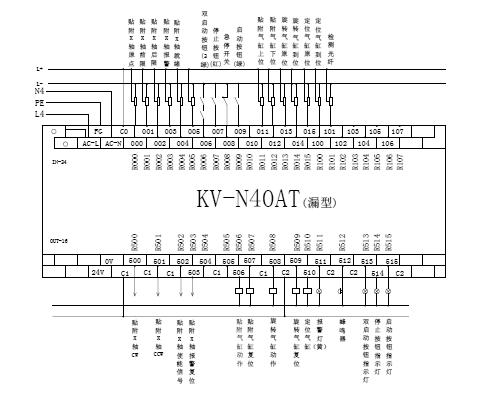
图13:IO点接线图
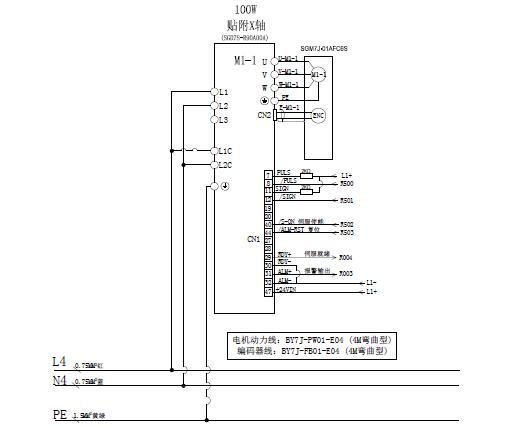
图14:伺服接线图
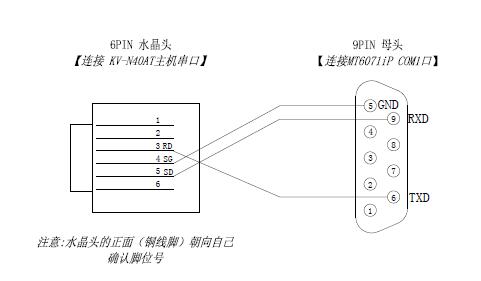
图15:通讯线脚位接线图
六、PLC程序设计
PLC程序设计是项目设计中的难点和重点,需要花一些时间酝酿,提前做好规划,先写那段程序,再写那段,重复冗余的程序可不可以简化,或用更简便方式编写(如功能块、子程序调用等),还有比如用excle表格统计项目中所有的IO点、内部继电器、缓存寄存器等等,这样在编写的过程中也方便查找,提高编程效率,减少出错的几率。

图16:通过文档把控程序整体布局
一套完整的PLC程序主要包括以下几部分内容:
1、轴控制启动程序
2、轴报警及复位程序
3、轴JOG动作及停止程序
4、气缸单动程序
5、气缸报警程序
6、自动生产程序
7、子流程模块程序
8、以及其他辅助的程序
另外需要注意:
1、单动、手动和自动操作这几部分程序里要做互锁;
2、自动生产中,除主控板外部按钮及HMI主画面生产按钮外,其他按钮一律无效;
3、设备发生任何报警必须自锁保持报警状态,只有待报警解除之后方可操作;
4、急停按下后,触摸屏除了画面可以切换外,按钮及开关一律无效;
5、另外需要做好各轴与轴、轴与气缸的安全条件及互锁报警;
以下是本项目中新建的各个程序模块

图17:新建程序并配置程序模块
七、HMI画面制作
触摸屏画面主要包括几大部分:
1、开机画面
2、生产画面
3、单动画面
4、生产设定
5、等级设定
6、I/O监视
7、报警画面
8、帮助信息
9、配方画面

图18:手动操作画面
八、设备调试及程序debug
设备调试分厂内和厂外调试。
厂内就是设备未出货前在自己公司调试。要求手自动切换正常且设备运行功能正常,设备在出现异常情况下(比如气缸未动作到位、伺服报警等)能及时报警并解除报警。如果条件允许,可以用客户提供产品批量试跑,尽量将设备早期的问题都暴露出来,因为毕竟是在自己的公司,各种资源都很完备,处理起来问题也没有那么棘手。
厂外就是在客户现场也就是在客户的生产车间进行现场调试。在客户现场调试,来自客户方的压力就要大一些。一般情况下,客户采购设备都是接到新订单或是扩大产能,所以设备只要到了客户现场,设备的产能计划基本上也排好了,每日工作计划、问题点跟进、参加例会、回复群信息、汇报工作进度等等,还有现场程序bug优化,一时间所有的事情会压得你喘不过气来,所以设备在客户现场的前一个月对电气的来时是黑色的,令人痛苦的,反过来讲这也是考验你个人能力、逻辑思维的关键时期,相信经过这段时期的磨炼,一定会收获满满。
九、完成设备验收
设备按照生产计划每日跑产能,而且产品良率和设备稼动率也在稳步提升,基本上没什么大问题了,后续就是需要配合客户完善设备的工艺性能,提高设备稳定性和兼容性,达到客户预期的效果,最终能按照合同约定设备顺利验收,并收回尾款。
十、项目资料整理及归档
项目验收之后要整理好涉及本项目的所有重要电气资料,主要包括以下几部分:
1、最新程序PLC程序和HMI程序(以“客户名称+项目编号+日期”,来进行命名);
2、模块参数(定位模块参数、通讯模块参数等扩展型模块参数);
3、轴参数(伺服参数、交流控制器参数、变频器参数等)
4、电气物料清单;
5、电气图纸;
6、设备手册;
7、客户资料;
8、其他程序(如视觉程序);
9、客户提供的资料;
10、本项目中所参考的手册;
最后,附上该项目的演示视频,还有项目案例程序(留言发邮箱),以飨读者,祝各位工作顺利!
附件:
[本地下载][此贴子已经被作者于2021/6/2 9:07:47编辑过]
温馨提示:
电话:0755-26546361
邮箱:blog@gkong.com
微信公众号:工控论坛;微信号gkongbbs;
不定期修改账号密码;不要在多个网站用同一账号密码
可随时站内信联系,工作日可拨打电话或发邮件咨询相关问题
电话:0755-26546361
邮箱:blog@gkong.com
微信公众号:工控论坛;微信号gkongbbs;
不定期修改账号密码;不要在多个网站用同一账号密码
可随时站内信联系,工作日可拨打电话或发邮件咨询相关问题



