














发表于:2021/3/12 15:11:20
#0楼
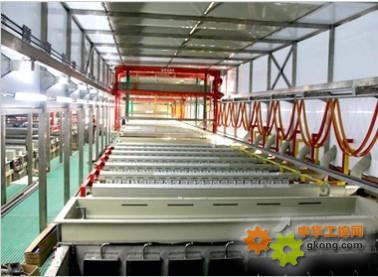
該設備是一條可連續工作的龍門式陽極氧化生產線,針對鋁殼產品陽極氧化而設計。作業員在上料位將裝夾產品的夾治具掛于揮桿上。完成上料動作后,通過設備的自動輸送天車將揮桿連同產品送至各工作槽位,依次完成各處理工藝后送至下料位完成下料。天車再將揮桿回吊至上料位循環作業……該設備含76個工位,呈直線型排布,整機工作過程可以由PLC及觸摸屏監控自動控制,也可由人工手動控制; 配備開放式流程適用工件多種工藝流程彈性生產。如图所示为现场图
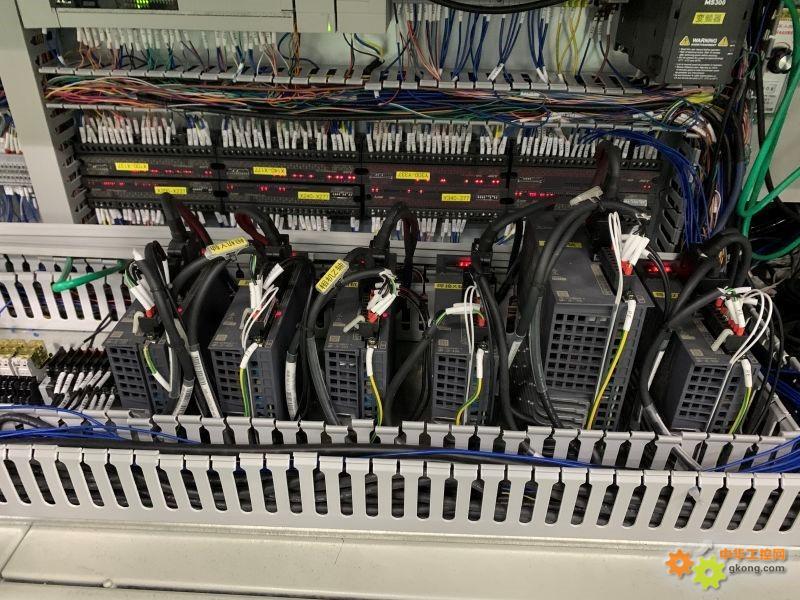
![附件 0.jpg]() 主要硬件包括:PLC 、远程输入模块、远程输出模块、远程模拟量输入模块、远程模拟量输出模块、CC-Link主站模块、RS485通讯模块、以太网模块、Modmus模块、巴鲁夫RFID模块、变频器E700系列FR-A7NC通讯模块、亚控KingSCADA软件、倍加福IO-Link模块、SMC的电磁阀岛等。现场图如图所示。
主要硬件包括:PLC 、远程输入模块、远程输出模块、远程模拟量输入模块、远程模拟量输出模块、CC-Link主站模块、RS485通讯模块、以太网模块、Modmus模块、巴鲁夫RFID模块、变频器E700系列FR-A7NC通讯模块、亚控KingSCADA软件、倍加福IO-Link模块、SMC的电磁阀岛等。现场图如图所示。
![附件 6.jpg]()
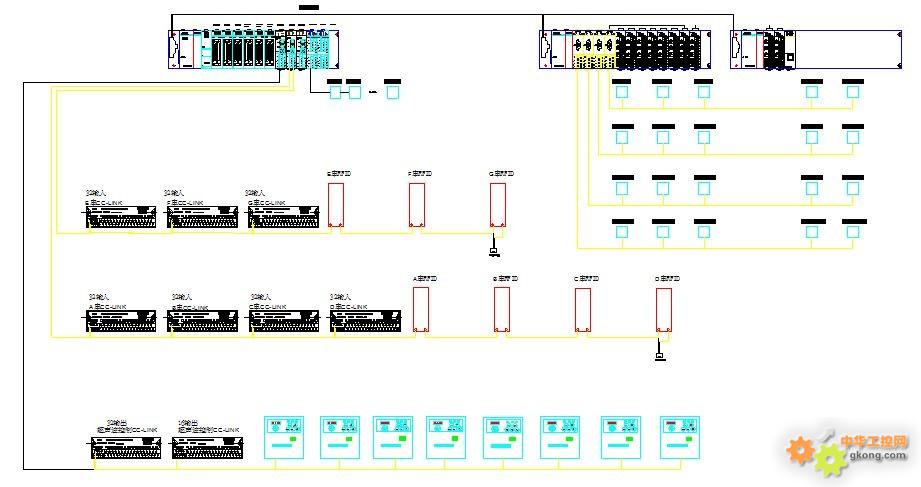
![附件 7.jpg]() 本系统网络高度集成了整个设备现场所有可连接的控制器,传感器、执行机构、扫描系统、数据分析系统、数据可视化系统等。以两台主PLC为控制系统一台冗余系统并通过以太网模块接入车间局域网并在终端、移动端显示设备的生产状态控,控制制程数据的导入设备及运行。如图5所示为现场网络架构图。
本系统网络高度集成了整个设备现场所有可连接的控制器,传感器、执行机构、扫描系统、数据分析系统、数据可视化系统等。以两台主PLC为控制系统一台冗余系统并通过以太网模块接入车间局域网并在终端、移动端显示设备的生产状态控,控制制程数据的导入设备及运行。如图5所示为现场网络架构图。
![附件 3.jpg]()
![附件 4.jpg]() 个人应用建议:
个人应用建议:
如非特别需要不建议复杂现场(长距离、强干扰)环境使用T型分支连接各个从站;
终端电阻的使用请注意根据电缆来定:支持Ver.1.00的CC-Link专用电缆使用110Ω±5% ?W, 支持Ver.1.00的CC-Link专用高性能电缆使用130Ω±5% ?W;
在实际应用中应尽量保证远程IO模块的电源与主站CPU的电源属于同一个电源,可减少异常断电误动作的风险。
尽管CC-Link协议的抗干扰性在485总线的基础上有了大步提高但在复杂的现场环境中布线时还是需要考虑强弱电的有效隔离,并做好对干扰源的屏蔽措施以提高系统的稳定性。


如非特别需要不建议复杂现场(长距离、强干扰)环境使用T型分支连接各个从站;
终端电阻的使用请注意根据电缆来定:支持Ver.1.00的CC-Link专用电缆使用110Ω±5% ?W, 支持Ver.1.00的CC-Link专用高性能电缆使用130Ω±5% ?W;
在实际应用中应尽量保证远程IO模块的电源与主站CPU的电源属于同一个电源,可减少异常断电误动作的风险。
尽管CC-Link协议的抗干扰性在485总线的基础上有了大步提高但在复杂的现场环境中布线时还是需要考虑强弱电的有效隔离,并做好对干扰源的屏蔽措施以提高系统的稳定性。
[此贴子已经被作者于2021/3/12 15:13:36编辑过]
