














发表于:2020/7/10 20:24:34
#0楼
简单说一下机械部分,两个工具做变距用(A端是死的不能活动,B端是轴承上的负载),传统的轴承丝杠,负载应该在10-13KG左右,丝杠1M,电机是SEW的。
控制器用的CU250S-2 编码器是SMC30过来的,111报文,说白了就是用G120做了一个简易伺服系统。
现象:设备运行两年,几年出现在定位的时候活动的那端工具抖动,如果速度过快就报F07450,速度慢的话就是稍微抖动不至于报警。
初步考虑是机械问题,但是客户那边没让拆,一直低速运行,年前做过优化,这次故障参数没动。
客户那边有一帮玩数控的人来看 说跟随误差大 调了P 和 I ,但是我去看问题依旧。
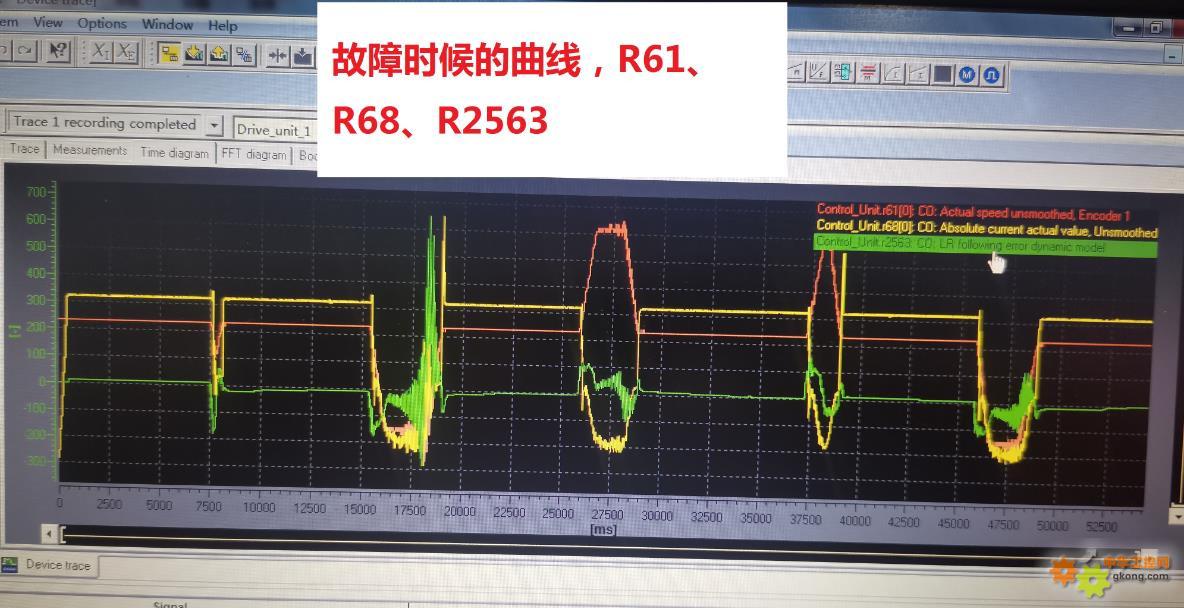
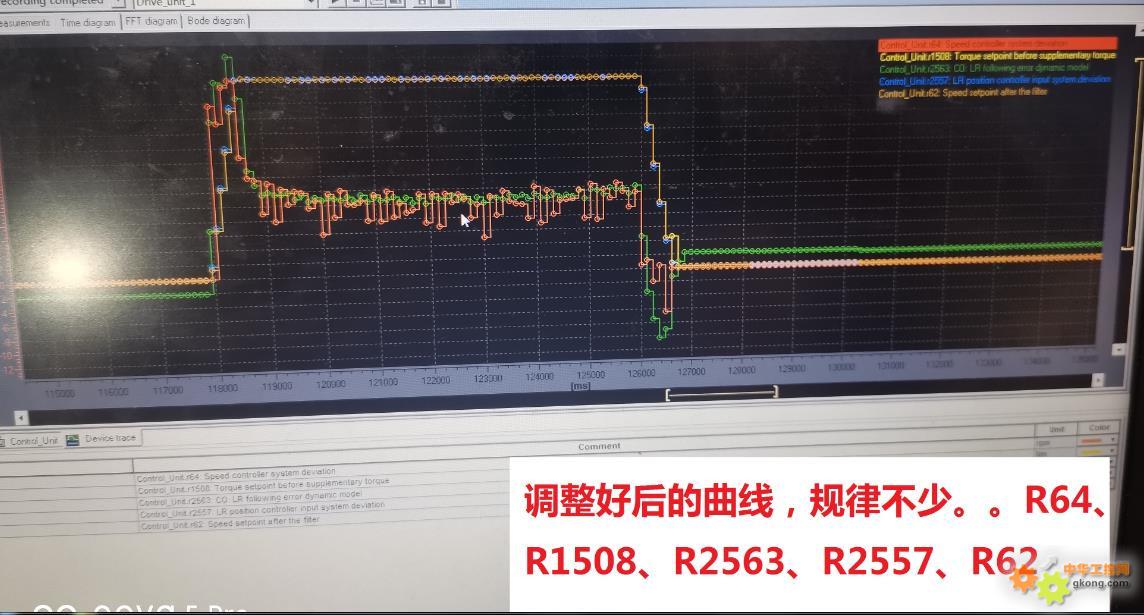
然后我用TRACE看了一下曲线波动好大,但是不知道从何调起,后来来了一个人调好了,说也是调的P 和I 还有滤波什么的就调好了。 现在电机额定转速1300 他都给调最大了 转速都上1450了 不在出现抖动问题。
有几个问题想咨询:1、像这种情况一般要从哪一点考虑,才能解决这种抖动问题?
2、G120做动态优化的时候,能像S120那样设定电机转动的范围吗,怕负载撞,看手册说是G120要拆掉负载做动态优化。
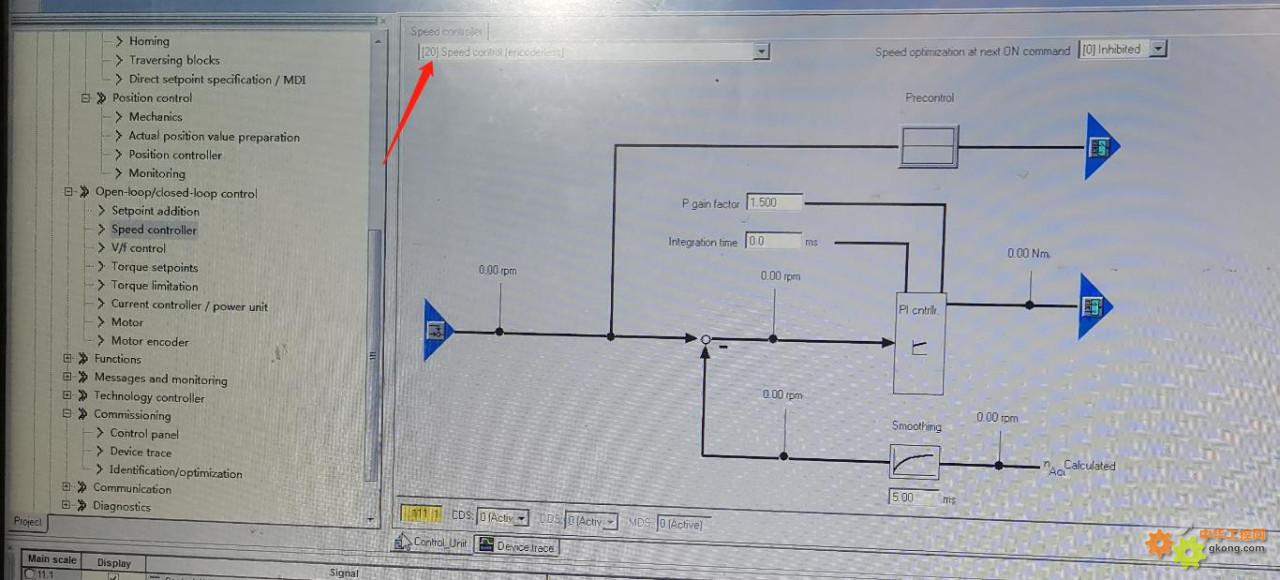
3、像我们这种配置参数P1300是20,这是不带编码器的啊,实际上不应该选择21吗? 选择20这样使用有什么不妥吗?
![附件 微信截图_20200716153726.jpg]()
![附件 1.jpg]()
![附件 2.jpg]()
![附件 3.jpg]()
![附件 4.jpg]()
控制器用的CU250S-2 编码器是SMC30过来的,111报文,说白了就是用G120做了一个简易伺服系统。
现象:设备运行两年,几年出现在定位的时候活动的那端工具抖动,如果速度过快就报F07450,速度慢的话就是稍微抖动不至于报警。
初步考虑是机械问题,但是客户那边没让拆,一直低速运行,年前做过优化,这次故障参数没动。
客户那边有一帮玩数控的人来看 说跟随误差大 调了P 和 I ,但是我去看问题依旧。
然后我用TRACE看了一下曲线波动好大,但是不知道从何调起,后来来了一个人调好了,说也是调的P 和I 还有滤波什么的就调好了。 现在电机额定转速1300 他都给调最大了 转速都上1450了 不在出现抖动问题。
有几个问题想咨询:1、像这种情况一般要从哪一点考虑,才能解决这种抖动问题?
2、G120做动态优化的时候,能像S120那样设定电机转动的范围吗,怕负载撞,看手册说是G120要拆掉负载做动态优化。
3、像我们这种配置参数P1300是20,这是不带编码器的啊,实际上不应该选择21吗? 选择20这样使用有什么不妥吗?


[此贴子已经被作者于2020/7/16 16:16:31编辑过]
大连自动化工程 成套设备批发 钣金配电箱 自动化装配线调试。
www apf7 cn 张总 1 8 9 0 6 4 6 0 4 7 0
www apf7 cn 张总 1 8 9 0 6 4 6 0 4 7 0
