














发表于:2020/7/9 9:53:50
#0楼
在CNC激光焊接工艺控制中,采用整套的施耐德电气产品,将原来的传感器由Profibus总线改为CANopen来控制,LMC058完全替代原欧系PLC并且应用LMC058的MotionBus功能来实现XY的差补,他的优势在于能够储存更多的CAD轨迹图形,控制简单化。
客户介绍:
该客户专攻于汽车制造机械领域,生产和研发各种车辆加工设备和加工生产线,具有非常丰富的经验,而本项目为汽车车锁的焊接系统,属于国内首套。
关键词:LMC058、LXM32A、BSH伺服电机、CNC插补控制
工艺简介
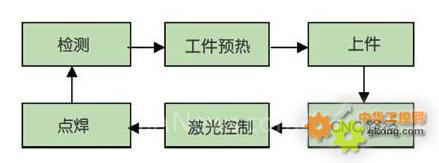
激光焊接工艺图
![附件 image.jpg]()
主工艺为:检测→工件预热→开启传输→上件→夹持→走CNC路径→激光控制→点焊。
检测激光、光幕还有保证加工过程无阻碍后,将伺服寻参,并且走到指定的工作参考0点,加工前需要预热一下,传输工件到位后考汽缸固定加工件,并且挺举到指定的高度位置,之后开始加工零件,即为将事先通过CAD图导入CNC路径图走出,走轨迹的期间将开始控制激光输出,利用反馈回来的G代码Step来判断激光的输出功率,并且通过LMC058里的变量来控制每次加工的速度,走完CNC路径后暂时关闭激光器,通过走定位来实现点焊功能,之后结束返回到第一步
控制系统要求:
DI:40点
其中:光电传感器8点,激光检测4点,光幕2点,安全检测10点,夹具4点,急停和报警检测等12点。
DO:32;
其中:气动阀门8点,夹具4点,激光控制2点,传输控制4点,指示灯8点,伺服控制6点等。
AO:2路(0~10v),主要给焊接工件进行预热处理。
温度反馈:2路
施耐德电气方案
全套使用施耐德电气产品,将原来的传感器由Profibus总线改为CANopen来控制,LMC058完全替代原欧系PLC并且应用LMC058的MotionBus功能来实现XY的差补,他的优势在于能够储存更多的CAD轨迹图形,控制简单化。
![附件 image.jpg]()
程序设计
工作方式切换开关:
CNC激光焊接机分为:自动,手动两种操作模式,自动模式下,加工件自动“上件”,“检件”,“送件”,“激光控制”,“线焊接”和“点焊” ,手/自动切换可由操作台上的控制按纽或工控机上的操作钮来改变,手动模式下可以一一对应控制。该功能的实现,方便用户调试和试生产在手动模式下,可单步工作以及单循环一次机械手动作。
系统监控:
上件、检件、送件、激光控制、线焊接、点焊等均有输入输出点状态监控主要为检测传感器、CNC监控、激光监控。
参数设定:
报警设定,激光功率,激光的PID、温控部分、偏移修正、零点修正、速度设定。
伺服参数设定:
各伺服点动控制,以及各伺服上电回原点位置设定,包括速度、选择路径曲线等。
工艺程序简介:
检测→工件预热→开启传输→上件→夹持→走CNC路径→激光控制→点焊。
检查整个传输通道是否有堵塞情况-将工件预热确保激光焊接的顺利-开启传输-上件-对齐-夹持-上升,等待加工。
CNC过程为:寻参回零-到预定工作点-校正座标-走CNC路径-走点焊位置-回预定工作点。
LMC058控制各个气缸阀门的控制,并通过各个传感器反馈信号,作相应的处理,同时控制LXM32A的运动,在器件都检测完毕后会等待加工进,在保证回原点的情况下,LMC058会给伺服下命令CNC开始加工,在XY完成加工后,回到到预定工作点,等待下一次的加工件检测完毕信号。
在报警保护方面:气缸故障、伺服电机故障,超时故障、激光过载或失灵、光幕保护、电机故障、通讯故障等用报警汇总表把故障记录下来,方便故障原因查找。故障确认后可按复位键复位。
客户介绍:
该客户专攻于汽车制造机械领域,生产和研发各种车辆加工设备和加工生产线,具有非常丰富的经验,而本项目为汽车车锁的焊接系统,属于国内首套。
关键词:LMC058、LXM32A、BSH伺服电机、CNC插补控制
工艺简介
激光焊接工艺图
主工艺为:检测→工件预热→开启传输→上件→夹持→走CNC路径→激光控制→点焊。
检测激光、光幕还有保证加工过程无阻碍后,将伺服寻参,并且走到指定的工作参考0点,加工前需要预热一下,传输工件到位后考汽缸固定加工件,并且挺举到指定的高度位置,之后开始加工零件,即为将事先通过CAD图导入CNC路径图走出,走轨迹的期间将开始控制激光输出,利用反馈回来的G代码Step来判断激光的输出功率,并且通过LMC058里的变量来控制每次加工的速度,走完CNC路径后暂时关闭激光器,通过走定位来实现点焊功能,之后结束返回到第一步
控制系统要求:
DI:40点
其中:光电传感器8点,激光检测4点,光幕2点,安全检测10点,夹具4点,急停和报警检测等12点。
DO:32;
其中:气动阀门8点,夹具4点,激光控制2点,传输控制4点,指示灯8点,伺服控制6点等。
AO:2路(0~10v),主要给焊接工件进行预热处理。
温度反馈:2路
施耐德电气方案
全套使用施耐德电气产品,将原来的传感器由Profibus总线改为CANopen来控制,LMC058完全替代原欧系PLC并且应用LMC058的MotionBus功能来实现XY的差补,他的优势在于能够储存更多的CAD轨迹图形,控制简单化。

程序设计
工作方式切换开关:
CNC激光焊接机分为:自动,手动两种操作模式,自动模式下,加工件自动“上件”,“检件”,“送件”,“激光控制”,“线焊接”和“点焊” ,手/自动切换可由操作台上的控制按纽或工控机上的操作钮来改变,手动模式下可以一一对应控制。该功能的实现,方便用户调试和试生产在手动模式下,可单步工作以及单循环一次机械手动作。
系统监控:
上件、检件、送件、激光控制、线焊接、点焊等均有输入输出点状态监控主要为检测传感器、CNC监控、激光监控。
参数设定:
报警设定,激光功率,激光的PID、温控部分、偏移修正、零点修正、速度设定。
伺服参数设定:
各伺服点动控制,以及各伺服上电回原点位置设定,包括速度、选择路径曲线等。
工艺程序简介:
检测→工件预热→开启传输→上件→夹持→走CNC路径→激光控制→点焊。
检查整个传输通道是否有堵塞情况-将工件预热确保激光焊接的顺利-开启传输-上件-对齐-夹持-上升,等待加工。
CNC过程为:寻参回零-到预定工作点-校正座标-走CNC路径-走点焊位置-回预定工作点。
LMC058控制各个气缸阀门的控制,并通过各个传感器反馈信号,作相应的处理,同时控制LXM32A的运动,在器件都检测完毕后会等待加工进,在保证回原点的情况下,LMC058会给伺服下命令CNC开始加工,在XY完成加工后,回到到预定工作点,等待下一次的加工件检测完毕信号。
在报警保护方面:气缸故障、伺服电机故障,超时故障、激光过载或失灵、光幕保护、电机故障、通讯故障等用报警汇总表把故障记录下来,方便故障原因查找。故障确认后可按复位键复位。




