发表于:2020/5/11 16:12:02
#0楼
看到一篇施耐德电气关于口罩机的整体解决方案文章。感慨呀,疫情期间火起来的口罩机,带动了多少工控品牌的一些产品卖断货啊
1、什么是口罩机?
口罩机是将多层无纺布通过热压、折叠成型,超声波焊接,废料切除,耳带鼻梁条焊接等工序制造出具有一定过滤性能的各种口罩,口罩设备不是单台的机器,它需要多台机器的配合完成各种不同的工序。
2、口罩机的分类:
目前市场较流行的口罩设备包括:杯型口罩机,无纺布平面口罩机,N95口罩机,3M9001/9002折叠型口罩机,鸭嘴型口罩机,立体防尘口罩机等。
3、平面口罩机的工艺流程
平面口罩机系列根据耳带的焊接方式和使用方法不同可以分为:内耳带口罩机,外耳带口罩机,绑带式口罩机。按工作方式来分传统平面口罩机分为半自动单机以及全自动产线。半自动线由单机构成,需要大量的人工参与其中,且只能做1-4 层原材料的口罩。全自动设备可实现口罩本体生产到耳带熔接,鼻线熔接直至成品,完全不需人工操作,适用于内耳带口罩和外耳带口罩的生产,一般能达到3-6层原材料的口罩生产。口罩机的口罩本体设备的典型速度指标可达130-140片/分钟,而超声波点焊机速度只能到40-60片/分钟,因此全自动线一般需要配两到三台点焊机,如全自动一拖二型,一拖三型。
一拖二或一拖三挂绳式平面口罩机的工艺流程包含自动放料,压合裁切,半成品分离翻转,耳带超声波熔接,整形,计数输出等工位。整体自动化控制可分为单PLC集中控制型和多PLC分散控制型,控制要求多为速度和定位控制,传动部分多采用步进或伺服驱动。
4、一拖二控制系统的硬件配置
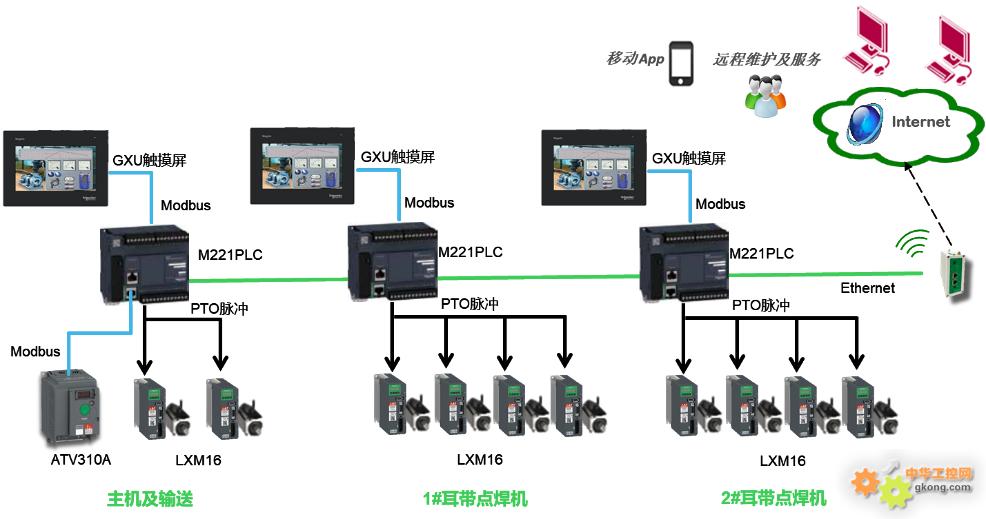
![附件 image.jpg]() 平面口罩一拖二生产线自动化控制方案架构
平面口罩一拖二生产线自动化控制方案架构
![附件 image.jpg]() 经济型分散控制,系统涵盖M221一体型控制器,GXU经济型触摸屏,LXM16脉冲控制型伺服系统,ATV310系列通用变频器。
经济型分散控制,系统涵盖M221一体型控制器,GXU经济型触摸屏,LXM16脉冲控制型伺服系统,ATV310系列通用变频器。
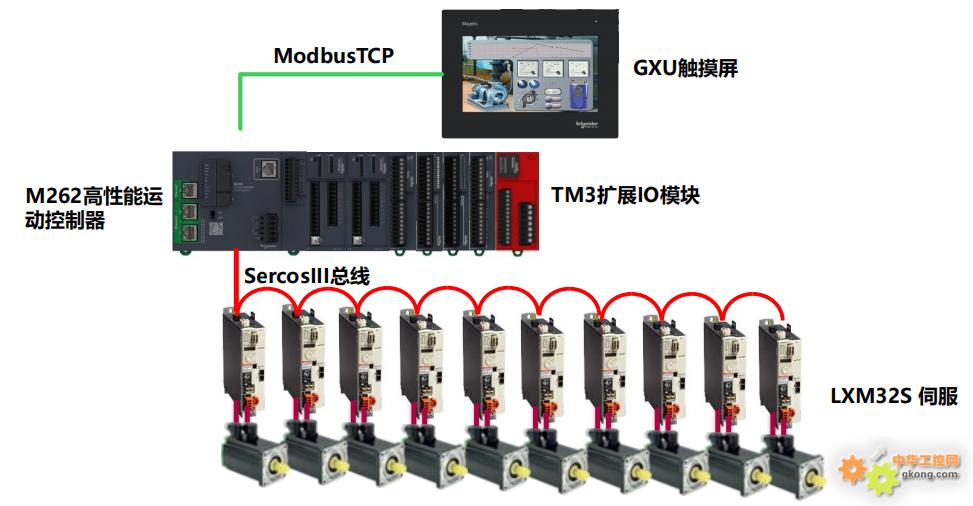
![附件 image.jpg]() 高速性集中控制,采用M262高性能运动控制器搭配LXM32S伺服
高速性集中控制,采用M262高性能运动控制器搭配LXM32S伺服
施耐德电气推出的自动口罩机控制系统方案,可覆盖需求量最大的平面口罩以及N95口罩设备,其相关自动化及伺服驱动产品已在多处大量使用。
通常的平面口罩机自动线一般为一拖二或一拖三的配置,即一台主机配两到三台耳带机,主机及耳带机均为PLC单独控制,连线自动生产,所需操作人员很少。针对平面口罩机控制特点,施耐德电气推出了基于智能化精巧型莫迪康M221可编程控制器为核心的控制方案,结合EcoStruxure机器顾问,在实现机器本地自动高效控制的同时,还能实现无接触远程运维,提升服务效率。
施耐德电气的平面口罩设备自动化控制方案如上图,控制系统涵盖M221一体型控制器,GXU经济型触摸屏,LXM16脉冲控制型伺服系统,ATV310系列通用变频器。M221控制器的CPU处理速度达0.2μs/布尔量,程序扫描周期短,快速提升设备控制性能。M221 PLC内置最多4路高速脉冲输出,可直接用来控制伺服或步进电机,节约成本。设备内置1个串口,1个以太网口以及1个USB mini-B编程口,并可通过标准SD卡复制下载机器程序,缩短机器调试时间。LXM16伺服系统专为点到点定位场合而设计,其精简的硬件接口设计,可缩短用户安装准备时间。对负载的动态自适应调整,可使客户轻松完成参数配置,无需复杂调试过程,快速实现精准定位。而高速性集中控制中,采用M262高性能运动控制器搭配LXM32S伺服。
5、折叠口罩机的工艺流程
折叠形口罩机亦称C型口罩机,是用于折叠口罩本体生产的全自动机器,使用超声波技术,将3~5层 PP无纺布、活性炭以及过滤材料粘合,并剪切出折叠口罩本体,可加工N95等口罩本体,速度可达80片/分钟。
![附件 image.jpg]()
6、折叠口罩机控制系统的硬件配置
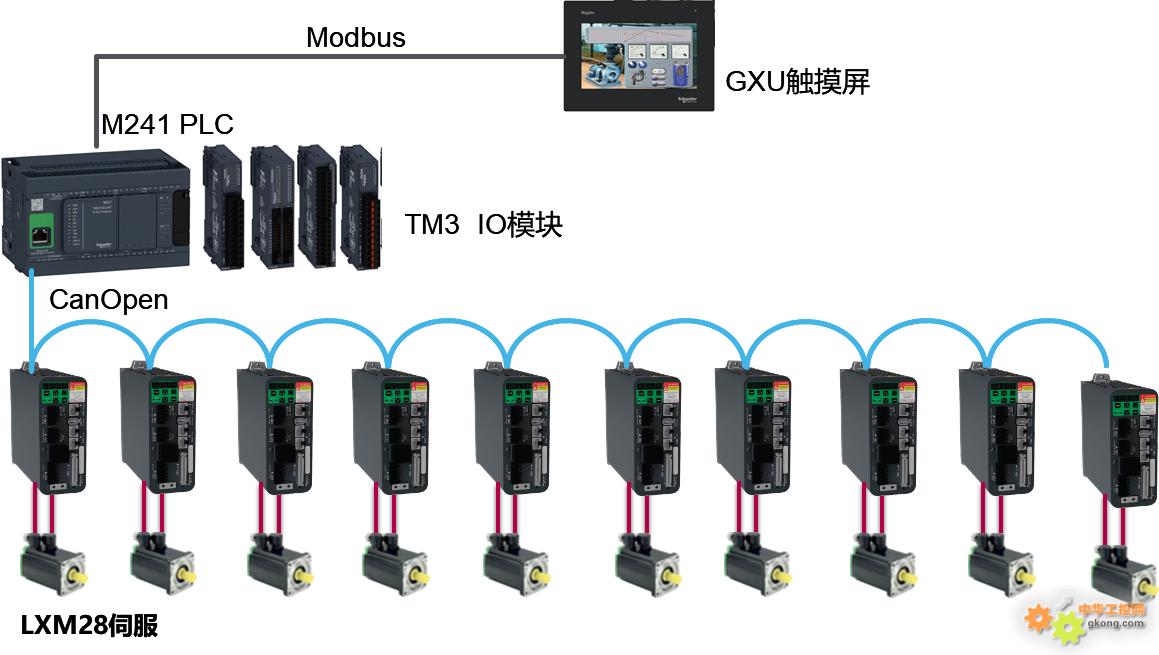
![附件 image.jpg]()
折叠式口罩机,是用于折叠口罩本体生产的全自动机器,使用超声波技术,将3~5层PP无纺布、活性炭以及过滤材料粘合,并剪切出折叠口罩。此类型设备可加工N95等折叠式口罩。
![附件 image.jpg]() 折叠式口罩生产线自动化控制方案架构
折叠式口罩生产线自动化控制方案架构
折叠式口罩机相比平面口罩机控制功能要复杂一些,上图是施耐德电气折叠式口罩生产线的控制架构。该方案以Modicon M241高性能逻辑控制器作为核心,通过CanOpen通讯总线的控制方式,将生产线上伺服系统全部通过总线进行控制,可节约大量的接线时间,提高机器稳定性。伺服系统与PLC双向交换数据,实时反馈伺服状态,相比脉冲的控制方式,控制精度更高。另外,以伺服替代传统的步进或气缸控制方式,可提升设备的生产速度,满足客户提高产能的需求。
1、什么是口罩机?
口罩机是将多层无纺布通过热压、折叠成型,超声波焊接,废料切除,耳带鼻梁条焊接等工序制造出具有一定过滤性能的各种口罩,口罩设备不是单台的机器,它需要多台机器的配合完成各种不同的工序。
2、口罩机的分类:
目前市场较流行的口罩设备包括:杯型口罩机,无纺布平面口罩机,N95口罩机,3M9001/9002折叠型口罩机,鸭嘴型口罩机,立体防尘口罩机等。
3、平面口罩机的工艺流程
平面口罩机系列根据耳带的焊接方式和使用方法不同可以分为:内耳带口罩机,外耳带口罩机,绑带式口罩机。按工作方式来分传统平面口罩机分为半自动单机以及全自动产线。半自动线由单机构成,需要大量的人工参与其中,且只能做1-4 层原材料的口罩。全自动设备可实现口罩本体生产到耳带熔接,鼻线熔接直至成品,完全不需人工操作,适用于内耳带口罩和外耳带口罩的生产,一般能达到3-6层原材料的口罩生产。口罩机的口罩本体设备的典型速度指标可达130-140片/分钟,而超声波点焊机速度只能到40-60片/分钟,因此全自动线一般需要配两到三台点焊机,如全自动一拖二型,一拖三型。
一拖二或一拖三挂绳式平面口罩机的工艺流程包含自动放料,压合裁切,半成品分离翻转,耳带超声波熔接,整形,计数输出等工位。整体自动化控制可分为单PLC集中控制型和多PLC分散控制型,控制要求多为速度和定位控制,传动部分多采用步进或伺服驱动。
4、一拖二控制系统的硬件配置

施耐德电气推出的自动口罩机控制系统方案,可覆盖需求量最大的平面口罩以及N95口罩设备,其相关自动化及伺服驱动产品已在多处大量使用。
通常的平面口罩机自动线一般为一拖二或一拖三的配置,即一台主机配两到三台耳带机,主机及耳带机均为PLC单独控制,连线自动生产,所需操作人员很少。针对平面口罩机控制特点,施耐德电气推出了基于智能化精巧型莫迪康M221可编程控制器为核心的控制方案,结合EcoStruxure机器顾问,在实现机器本地自动高效控制的同时,还能实现无接触远程运维,提升服务效率。
施耐德电气的平面口罩设备自动化控制方案如上图,控制系统涵盖M221一体型控制器,GXU经济型触摸屏,LXM16脉冲控制型伺服系统,ATV310系列通用变频器。M221控制器的CPU处理速度达0.2μs/布尔量,程序扫描周期短,快速提升设备控制性能。M221 PLC内置最多4路高速脉冲输出,可直接用来控制伺服或步进电机,节约成本。设备内置1个串口,1个以太网口以及1个USB mini-B编程口,并可通过标准SD卡复制下载机器程序,缩短机器调试时间。LXM16伺服系统专为点到点定位场合而设计,其精简的硬件接口设计,可缩短用户安装准备时间。对负载的动态自适应调整,可使客户轻松完成参数配置,无需复杂调试过程,快速实现精准定位。而高速性集中控制中,采用M262高性能运动控制器搭配LXM32S伺服。
5、折叠口罩机的工艺流程
折叠形口罩机亦称C型口罩机,是用于折叠口罩本体生产的全自动机器,使用超声波技术,将3~5层 PP无纺布、活性炭以及过滤材料粘合,并剪切出折叠口罩本体,可加工N95等口罩本体,速度可达80片/分钟。

6、折叠口罩机控制系统的硬件配置

折叠式口罩机,是用于折叠口罩本体生产的全自动机器,使用超声波技术,将3~5层PP无纺布、活性炭以及过滤材料粘合,并剪切出折叠口罩。此类型设备可加工N95等折叠式口罩。
折叠式口罩机相比平面口罩机控制功能要复杂一些,上图是施耐德电气折叠式口罩生产线的控制架构。该方案以Modicon M241高性能逻辑控制器作为核心,通过CanOpen通讯总线的控制方式,将生产线上伺服系统全部通过总线进行控制,可节约大量的接线时间,提高机器稳定性。伺服系统与PLC双向交换数据,实时反馈伺服状态,相比脉冲的控制方式,控制精度更高。另外,以伺服替代传统的步进或气缸控制方式,可提升设备的生产速度,满足客户提高产能的需求。