发表于:2020/3/3 14:54:13
#0楼
问题:
在圆弧焊网机经线设置齿轮间隙补偿后,自动运行几次之后,伺服位置往负极限方向偏移。
分析:
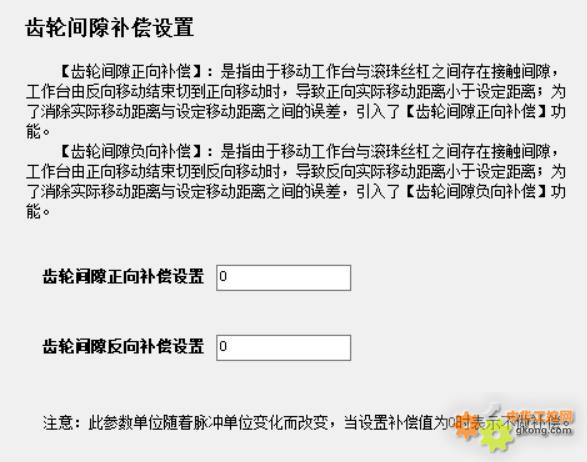
之前一直认为正向存在多少齿轮间隙,反向也就是那么多间隙。虽然从机械结构上来说应该是这样的。但是,在圆弧焊网机的正负齿轮间隙各加了0.9mm补偿后,虽然往前送料的长度对了,可是往返几次后,夹具的位置就不断往负极限方向偏移。后将反向齿轮间隙补偿取消,只留正向补偿,送料精度达到预期效果。可见,反向齿轮间隙虽然存在,但并不需要进行补偿。
只需补偿正向齿轮间隙,而不需补偿反向齿轮间隙的原因分析为:伺服从零位开始夹住钢筋往前送,送到位后松开钢筋。由于夹具是拉着钢筋往前走,是受到很大力的,当伺服向前运动到位后,钢筋的这一拉力会将夹具往后拉,从而弥补了反向齿轮间隙。而夹具从前往后回到零位时,夹具并不受多少力,因此,之后再从后往前时,就会存在一个正向的齿轮间隙。
技术细节:
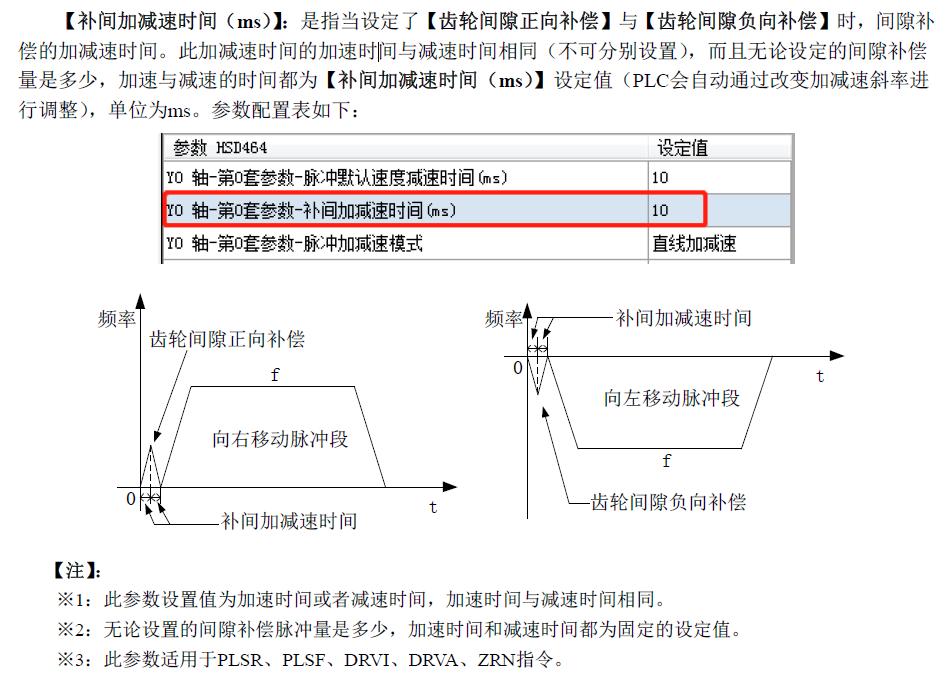
![附件 批注 2020-03-03 145241.jpg]() 如果将齿轮间隙的补偿设在PLC的脉冲参数块当中,该补偿并不会使HSD0中的累积脉冲数发生变化。比如当前HSD0 = 0,DRVI走正向1000个脉冲,在参数块中设置正向齿轮间隙补偿为1000。执行后,实际PLC会发出2000个脉冲,但前1000个脉冲为补偿的齿轮间隙,此时HSD0的值并不会增加,1000的以后才是DRVI中所需执行的脉冲数,此时,累积脉冲数将发生变化。
如果将齿轮间隙的补偿设在PLC的脉冲参数块当中,该补偿并不会使HSD0中的累积脉冲数发生变化。比如当前HSD0 = 0,DRVI走正向1000个脉冲,在参数块中设置正向齿轮间隙补偿为1000。执行后,实际PLC会发出2000个脉冲,但前1000个脉冲为补偿的齿轮间隙,此时HSD0的值并不会增加,1000的以后才是DRVI中所需执行的脉冲数,此时,累积脉冲数将发生变化。
只有正反向切换时,齿轮间隙补偿才会起作用,连续几段正转过程当中,并不会有齿轮间隙正向补偿。测试中发现,如果连续正转,但手动将方向段子状态取反,再次触发正转时,PLC会自动切回方向端子的状态,此时会进行正向齿轮间隙补偿。猜测PLC根据方向端子的变化状态来执行齿轮间隙的补偿。
在圆弧焊网机经线设置齿轮间隙补偿后,自动运行几次之后,伺服位置往负极限方向偏移。
分析:
之前一直认为正向存在多少齿轮间隙,反向也就是那么多间隙。虽然从机械结构上来说应该是这样的。但是,在圆弧焊网机的正负齿轮间隙各加了0.9mm补偿后,虽然往前送料的长度对了,可是往返几次后,夹具的位置就不断往负极限方向偏移。后将反向齿轮间隙补偿取消,只留正向补偿,送料精度达到预期效果。可见,反向齿轮间隙虽然存在,但并不需要进行补偿。
只需补偿正向齿轮间隙,而不需补偿反向齿轮间隙的原因分析为:伺服从零位开始夹住钢筋往前送,送到位后松开钢筋。由于夹具是拉着钢筋往前走,是受到很大力的,当伺服向前运动到位后,钢筋的这一拉力会将夹具往后拉,从而弥补了反向齿轮间隙。而夹具从前往后回到零位时,夹具并不受多少力,因此,之后再从后往前时,就会存在一个正向的齿轮间隙。
技术细节:
只有正反向切换时,齿轮间隙补偿才会起作用,连续几段正转过程当中,并不会有齿轮间隙正向补偿。测试中发现,如果连续正转,但手动将方向段子状态取反,再次触发正转时,PLC会自动切回方向端子的状态,此时会进行正向齿轮间隙补偿。猜测PLC根据方向端子的变化状态来执行齿轮间隙的补偿。