发表于:2019/12/5 1:35:40
#0楼
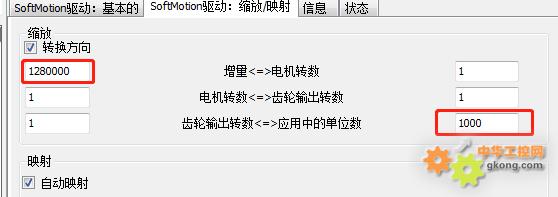
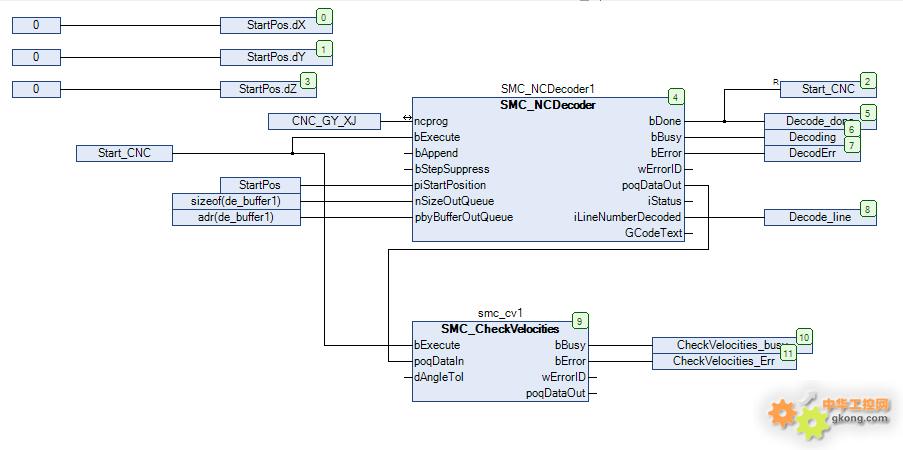
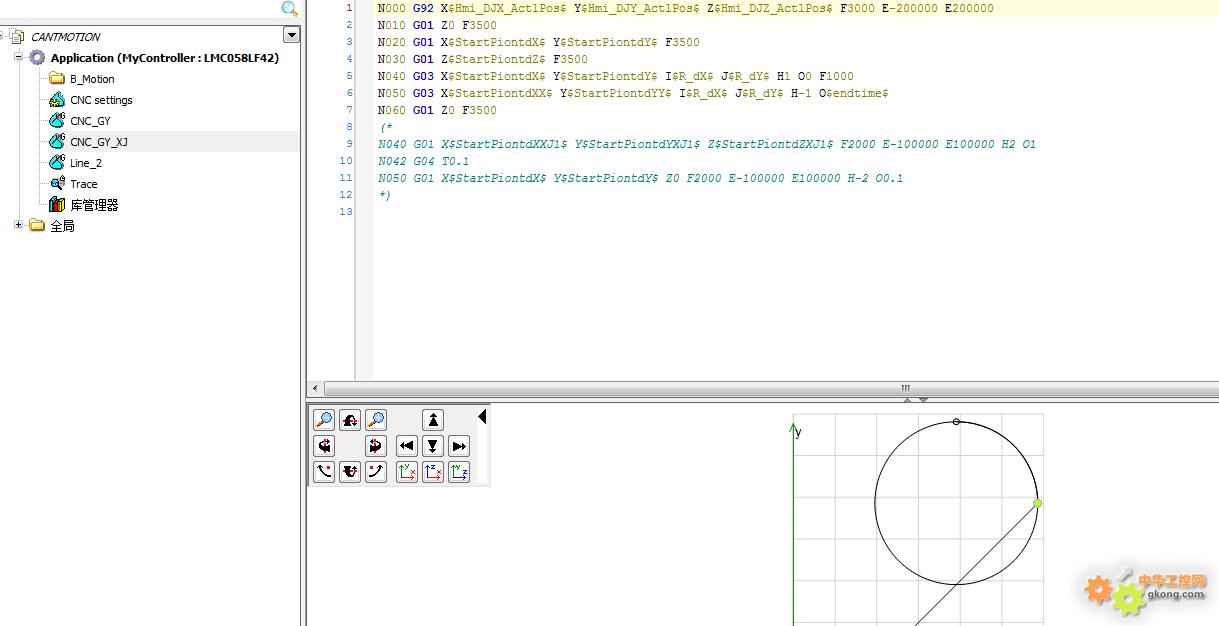
在施耐德走CNC中,058 078 不管是走CNAMTION还是走COSEII总线。功能块都是一样的,不管带什么施耐德什么伺服,程序是一样的。 首先注意硬件配置,后任务配置,在软件功能块,在CNC的G代码。 里面有程序下载可以参考 链接:https://pan.baidu.com/s/10UD7LeGaYI3ilH4rmxREKA
提取码:cf69
![附件 1.jpg]()
![附件 2.jpg]()
![附件 3.jpg]()
![附件 4.jpg]()
![附件 5.jpg]()
![附件 6.jpg]()
![附件 7.jpg]()
提取码:cf69