返回工控网首页
|
| 添加到收藏夹
中国自动化学会专家咨询工作委员会指定宣传媒体
免费注册
广告服务
|
客服中心
您现在所在的是:
PLC论坛
工控论坛首页
→
PLC论坛
→ 浏览主题:
请教一个龙门码垛程序的思路
回帖:
17
个,阅读:
1875
次
[上一页]
[1]
[2]
[下一页]
* 帖子主题:
请教一个龙门码垛程序的思路
收藏
分享到
2540
51477工控迷
文章数:
682
年度积分:
50
历史总积分:
2540
作者的所有帖子(682)
注册时间:
2017/3/31
发站内信
发表于:2019/10/12 17:26:18
#10楼
回复 #9楼 YXBK
对啊,我也是这样想的。要使用者示教第一个位,然后偏移
【方案】
FA技术 | OPC模块及MX OPC UA服务器软件的应用
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
45423
YXBK
版主
文章数:
20879
年度积分:
351
历史总积分:
45423
作者的所有帖子(20879)
注册时间:
2007/4/14
发站内信
2015论坛优秀版主
2015春节活动
2013论坛优秀版主
2012论坛优秀版主
发表于:2019/10/12 17:37:02
#11楼
以下是引用
51477工控迷
在
2019/10/12 17:26:18
的发言:
对啊,我也是这样想的。要使用者示教第一个位,然后偏移
其实不示教也可以,根据箱子的大小与踏板的大小自动计算也行。我去年帮朋友做了一台摆盘机的程序就是这样做的,他那个盘子有大有小,摆的东西也有大有小,还有均匀摆、奇偶摆。我都是自动计算出来位置的,到了第几个就自动去调用对应的位置。
大家一起学习
【方案】
倍福 EPX 系列 EtherCAT 端子盒在喷涂机器人领域的应用
只看该作者
|
赞
[3]
|
踩
[1]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
7843
273708367
文章数:
1189
年度积分:
159
历史总积分:
7843
作者的所有帖子(1189)
注册时间:
2012/5/13
发站内信
发表于:2019/10/14 13:32:27
#12楼
这种都是把所有位置做出来,然后程序做计算逻辑调取位置数据,走就行了
【方案】
倍福 | 基于 PC 的胶带自动粘贴机器人控制解决方案
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
2540
51477工控迷
文章数:
682
年度积分:
50
历史总积分:
2540
作者的所有帖子(682)
注册时间:
2017/3/31
发站内信
发表于:2019/10/14 22:46:22
#13楼
回复 #12楼 273708367
但是用户不是固定只有一种箱子的,所以只能写个公式做偏移了
【方案】
律廷导轨在医疗检测设备上的设计应用
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
8068
蜀中之首
文章数:
5230
年度积分:
50
历史总积分:
8068
作者的所有帖子(5230)
注册时间:
2018/5/27
发站内信
发表于:2019/10/15 11:20:44
#14楼
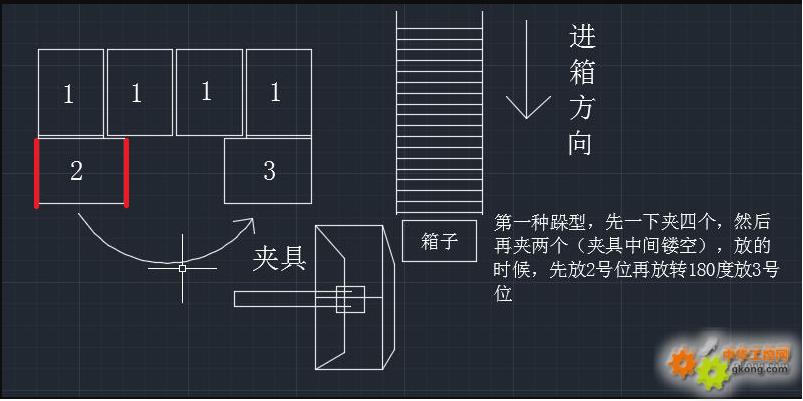
猜测楼主的夹具夹箱子这二侧
箱子种类二种以上,托盘1种或二种以上,但托盘位置固定
虽然可以预先计算,但考虑客户的能力,及品种差异,用试教比较好。
你试试这样
在屏幕有箱子尺寸输入界面,输入长宽尺寸
试教第一个(比如左上角),或第一排,得出原点,在依据原点,箱子尺寸,预留空隙,计算出后几个箱子坐标,OK 就保存入菜单。
你的工艺描述,少一步,第二排第一箱先转90度,第二箱再转180度,是吧
【方案】
华北工控协作机器人产品方案,助力汽车装配产线效率提升
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
2540
51477工控迷
文章数:
682
年度积分:
50
历史总积分:
2540
作者的所有帖子(682)
注册时间:
2017/3/31
发站内信
发表于:2019/10/16 9:46:54
#15楼
回复 #14楼 蜀中之首
你的理解很对,,但是第二排不用先旋转90度,,是拾取了以后直接平移过来放了,,放了后再旋转180度这样,,现在这个程序给了我的上司接手了,我自己想的步骤的话就比较动作生硬,就是一步到一个点这样,,然后听他说要几轴一起同步到达一个指定位置这样可以省点时间,,他这样说我就想不出了,,难不成他会自动调速?
【方案】
460毫米幅宽成卷钢板校平剪板机自动控制系统—基于台达工控产品的整体解决方案
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
8068
蜀中之首
文章数:
5230
年度积分:
50
历史总积分:
8068
作者的所有帖子(5230)
注册时间:
2018/5/27
发站内信
发表于:2019/10/16 11:55:01
#16楼
第2排不先转90度,第一排也要转90度,好像跑不了。
几轴同步一要看场地是否允许,二在你的程序控制
,复合运动是必然的,否则看其动作有点笨
【方案】
台达AH500中型PLC的Ether Link应用
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
50
244387898
文章数:
19
年度积分:
50
历史总积分:
50
作者的所有帖子(19)
注册时间:
2019/8/8
发站内信
发表于:2019/10/17 15:54:57
#17楼
用指针直接根据偏移位置再计算绝对位置就可以
【方案】
UPROX+传感器在汽车制造中的应用
只看该作者
|
赞
[0]
|
踩
[0]
|
引用
|
回复
|
编辑
|
推荐
|
举报
|
管理
工控学堂推荐视频:
PLC学习视频
变频器学习视频
西门子学习视频
三菱学习视频
更多学习视频>>
•
[视频课程]一个小时教你学会升降输送系统编程方法
•
[视频课程]零基础快速入门西门子S7-1500PLC
•
[视频课程]西门子S7-200SMART如何快速找回原点
•
[视频课程]三菱PLC程序进制转化你懂了吗
•
[视频课程]台达DVP系列入门精讲
•
[视频课程]七节课带你全面认识西门子S7-1200
•
[视频课程]西门子S7-1500TCPU应用
•
[视频课程]西门子S7-1200与欧姆龙温控仪表的自由口通信
•
[视频课程]西门子S7-200SMART带参数子程序使用详解
62.4004
















 ,复合运动是必然的,否则看其动作有点笨
,复合运动是必然的,否则看其动作有点笨
