发表于:2019/3/26 16:31:30
#0楼
球磨机工作原理:球磨机是将矿石与磨介一起装在圆形的滚筒中,磨介随着筒体的旋转而被带到一定的高度后,磨介由于自重而下落,装在筒体内的矿石就受到介质猛烈的冲击力;另一方面由于磨介在筒体内沿筒体轴心的公转与自转,在磨介之间及其与筒体接触区又产生对矿石的挤压和磨剥力,从而将矿石磨碎。磨机一般均由筒体,衬板给料器,排料器,空中轴,轴承,传动装置,和润滑系统组成。其外形结构如下图所示
![附件 1.jpg]()
在我国的陶瓷行业,球磨机被大量使用,是物料粉碎的不可缺少的重要生产设备。球磨机一般功率都较大,早期系统采用简单的工频控制,所需研磨周期长,研磨效率低,易造成物料的过度研磨,单位产品的功耗大,因而成为陶瓷行业最大的耗电设备之一。同时系统的启动电流大,对设备和电网冲击较大,造成机械设备的维护量也大。随着变频调速技术的快速发展,变频调速在陶瓷、水泥、冶金行业已日渐得到了广泛应用。实践证明,球磨机采用变频控制节能效果显著,可为企业创造非常良好的经济效益。
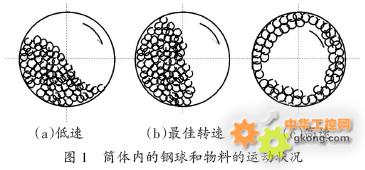
球磨机的转速直接影响到钢球和物料的运动状况及物料的磨制过程。在不同的转速下,筒体内的钢球和物料的运动状况如图1所示。
![附件 2.jpg]()
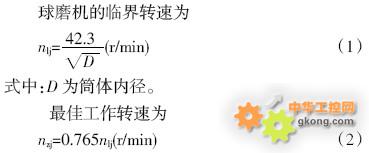
若转速比较低时,钢球和物料随筒体内壁上升,当钢球和物料的倾角等于或大于自然倾角时,钢球沿斜面滑下,如图1(a),不能形成足够的落差,钢球对物料的磨碎作用很小,这种情况效率很低。如果筒体的转速很高,由于离心力的作用,以致物料和钢球不再脱离筒壁,而随其一同旋转,如图1(c)。产生这种状态的最低转速称为临界转速nLJ。临界转速下钢球没有撞击作用,物料只受到轻微的研磨,效率也很低。当筒体的转速处于上述两者之间时,钢球被带到一定的高度后沿抛物线落下,如图1(b)。此时钢球对筒底的物料产生强烈的撞击作用,效率最高。效率最高时的工作转速称为最佳工作转速nZJ。
?![附件 3.jpg]() ?一般最佳工作转速通常为nZJ=(0.74~0.88)nLJ
?一般最佳工作转速通常为nZJ=(0.74~0.88)nLJ
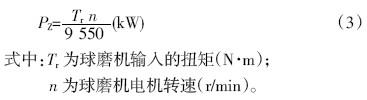
球磨机为恒转矩负载机械,电机输出的轴功率PZ为
![附件 4.jpg]() 由式(3)可见,球磨机消耗的电功率与电机的转速的一次方成正比,因此,用变频器在基频以下调节电机的转速可节能,但节能的幅度与调速的范围有关。
由式(3)可见,球磨机消耗的电功率与电机的转速的一次方成正比,因此,用变频器在基频以下调节电机的转速可节能,但节能的幅度与调速的范围有关。
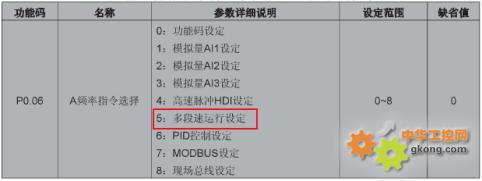
但是随着研磨时间加长,物料的颗粒大小不同,筒体的最佳转速也不能一成不变,需要在不同阶段采用不同的转速才能使研磨效率达到最高。这就需要用到变频器的多段速功能,采用多功能端子控制启停和多段速控制频率。
在此选用英威腾Goodrive5000系列功率200KW的变频器,大功率变频器出厂设计成柜机,面板上有启停按钮,触摸屏进行参数设置,如下图所示:![附件 5.jpg]()
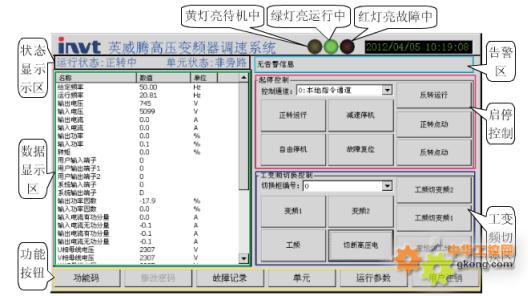
触摸屏主界面如下图所示:
![附件 6.jpg]() 根据工艺要求查阅说明书得知需要设置的参数如下:
根据工艺要求查阅说明书得知需要设置的参数如下:
![附件 7.jpg]()
![附件 8.jpg]()
![附件 9.jpg]()
![附件 10.jpg]()
![附件 11.jpg]()
将多功能端子S定义成多段速功能,此处设计4段速,只需要用到两个多功能端子,将S1设置为多段速端子1(P5.00=16),S2设置为多段速端子2(P5.01=17)。
![附件 12.jpg]()
![附件 13.jpg]()
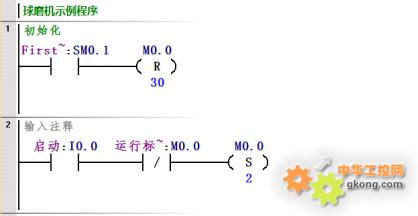
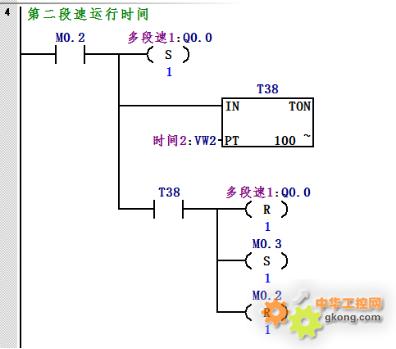
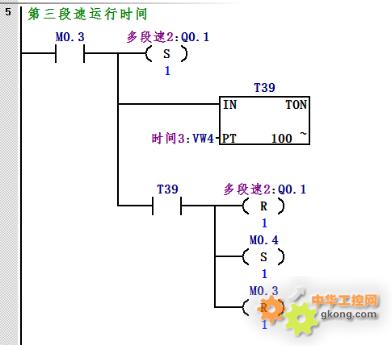
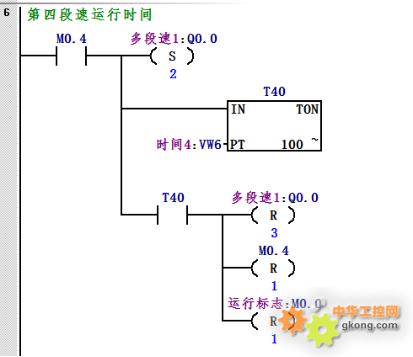
在实际使用时需要经常改变每段的运行频率和运行时间,可通过时间继电器或PLC控制每段运行时间。我们就以西门子S7-200 SMART CPUSR30来控制四段速的运行时间,程序如下:
![附件 14.jpg]()
![附件 15.jpg]()
![附件 16.jpg]()
![附件 17.jpg]()
![附件 18.jpg]()
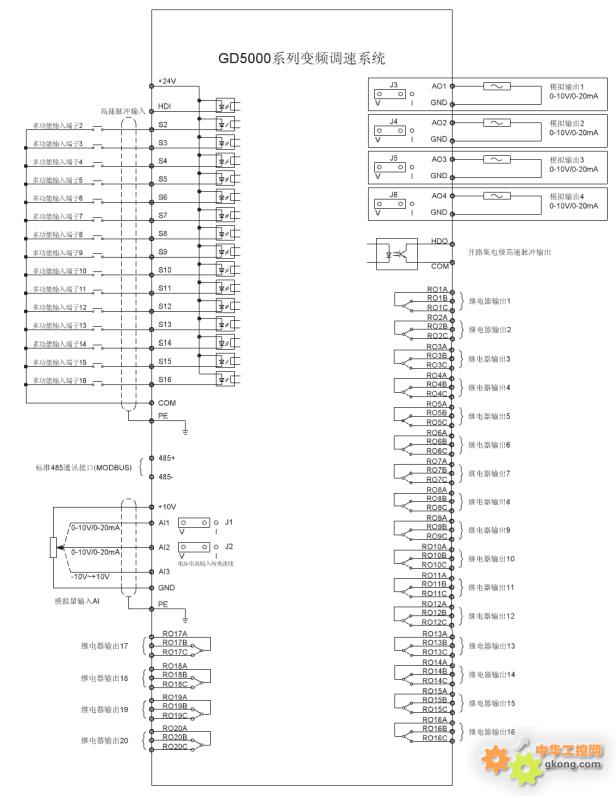
与PLC连接如下图所示,更多详细资料见英威腾变频器使用说明书。
![附件 19.jpg]()
![附件 20.jpg]()

在我国的陶瓷行业,球磨机被大量使用,是物料粉碎的不可缺少的重要生产设备。球磨机一般功率都较大,早期系统采用简单的工频控制,所需研磨周期长,研磨效率低,易造成物料的过度研磨,单位产品的功耗大,因而成为陶瓷行业最大的耗电设备之一。同时系统的启动电流大,对设备和电网冲击较大,造成机械设备的维护量也大。随着变频调速技术的快速发展,变频调速在陶瓷、水泥、冶金行业已日渐得到了广泛应用。实践证明,球磨机采用变频控制节能效果显著,可为企业创造非常良好的经济效益。
球磨机的转速直接影响到钢球和物料的运动状况及物料的磨制过程。在不同的转速下,筒体内的钢球和物料的运动状况如图1所示。
若转速比较低时,钢球和物料随筒体内壁上升,当钢球和物料的倾角等于或大于自然倾角时,钢球沿斜面滑下,如图1(a),不能形成足够的落差,钢球对物料的磨碎作用很小,这种情况效率很低。如果筒体的转速很高,由于离心力的作用,以致物料和钢球不再脱离筒壁,而随其一同旋转,如图1(c)。产生这种状态的最低转速称为临界转速nLJ。临界转速下钢球没有撞击作用,物料只受到轻微的研磨,效率也很低。当筒体的转速处于上述两者之间时,钢球被带到一定的高度后沿抛物线落下,如图1(b)。此时钢球对筒底的物料产生强烈的撞击作用,效率最高。效率最高时的工作转速称为最佳工作转速nZJ。
?
球磨机为恒转矩负载机械,电机输出的轴功率PZ为
但是随着研磨时间加长,物料的颗粒大小不同,筒体的最佳转速也不能一成不变,需要在不同阶段采用不同的转速才能使研磨效率达到最高。这就需要用到变频器的多段速功能,采用多功能端子控制启停和多段速控制频率。
在此选用英威腾Goodrive5000系列功率200KW的变频器,大功率变频器出厂设计成柜机,面板上有启停按钮,触摸屏进行参数设置,如下图所示:

触摸屏主界面如下图所示:



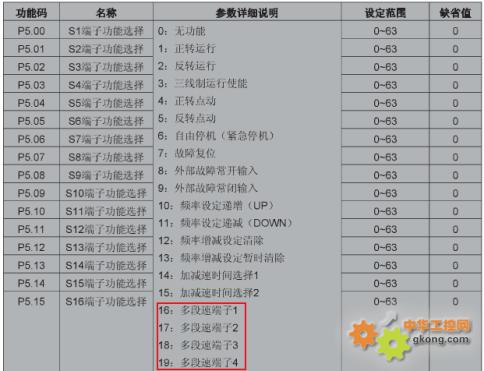
将多功能端子S定义成多段速功能,此处设计4段速,只需要用到两个多功能端子,将S1设置为多段速端子1(P5.00=16),S2设置为多段速端子2(P5.01=17)。


在实际使用时需要经常改变每段的运行频率和运行时间,可通过时间继电器或PLC控制每段运行时间。我们就以西门子S7-200 SMART CPUSR30来控制四段速的运行时间,程序如下:

与PLC连接如下图所示,更多详细资料见英威腾变频器使用说明书。