发表于:2019/3/13 16:35:20
#0楼
在实际生产中经常遇到当一台PLC无法满足工艺要求,如高速脉冲通道数不够用,模拟量输入/输出通道数不够用时,如果更换300等大型PLC成本将大幅增加,此时可以考虑使用多台PLC协同工作,共同完成复杂的工艺要求,那么多个PLC之间如何进行便捷高效的通信呢?
西门子S7-200 SMART标配了以太网通信接口,可以选用西门子之间的S7协议以太网通信。
此处以四台SMART为例IP地址分别设置为192.168.2.1/2/3/4,控制要求1#的I0.0-I0.7控制2#的Q0.0-Q0.7;2#的I0.0-I0.7控制3#的Q0.0-Q0.7;3# I0.0-I0.7控制4#的Q0.0-Q0.7;4#的I0.0-I0.7控制1#的Q0.0-Q0.7,即1控制2,2控制3,3控制4,4控制1。
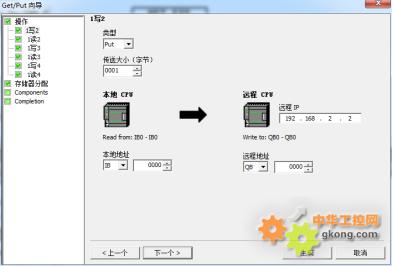
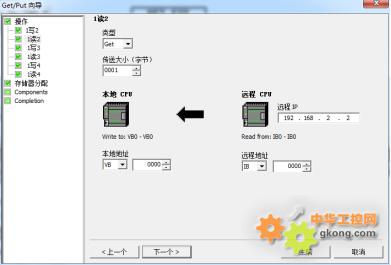
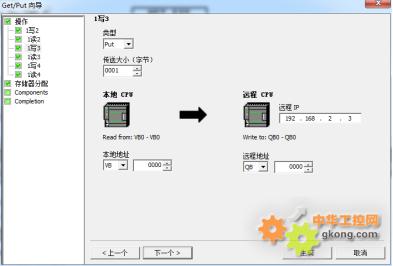
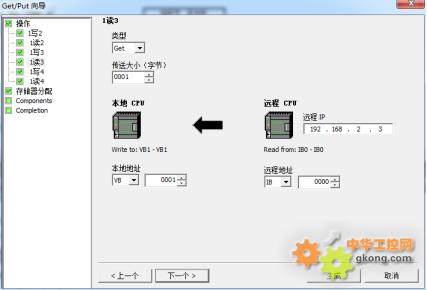
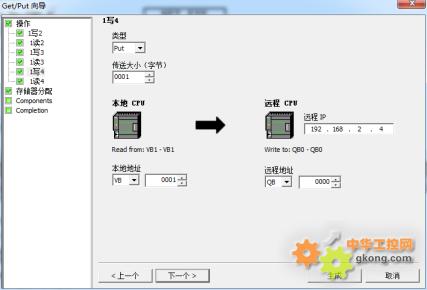
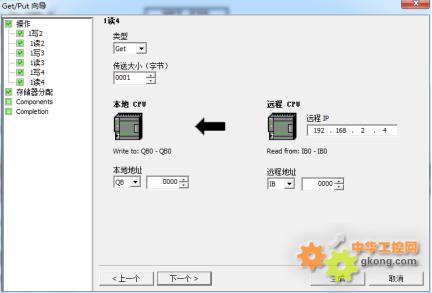
分析:如果只在1#PLC中写程序,则需要1#的IB0写入2#的QB0,将2#的IB0读取到1#的VB0,再把VB0写入3#的QB0,将3#的IB0读取到1#的VB1,再把VB1写入4#的QB0,将4#的IB0读取到1#的QB0中。
编写程序:
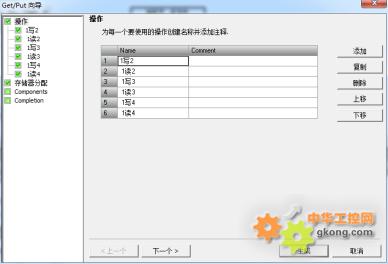
1.GET/PUT向导组态步骤入下图:
![附件 1.jpg]()
![附件 2.jpg]()
![附件 3.jpg]()
![附件 4.jpg]()
![附件 5.jpg]()
![附件 6.jpg]()
![附件 7.jpg]()
![附件 8.jpg]()
![附件 9.jpg]()
![附件 10.jpg]()
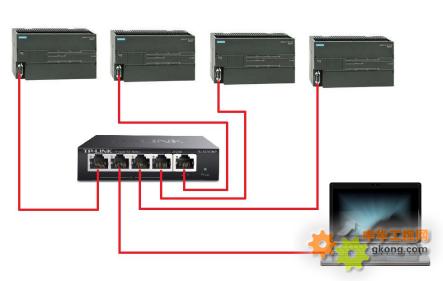
2.按下图连接好硬件,将程序下载到IP地址为192.168.2.1D的PLC中,再将其他3台PLC地址分别修改为192.168.2.2/192.168.2.3/192.168.2.4,触发输入I测试通信情况。
![附件 000.jpg]()
西门子S7-200 SMART标配了以太网通信接口,可以选用西门子之间的S7协议以太网通信。
此处以四台SMART为例IP地址分别设置为192.168.2.1/2/3/4,控制要求1#的I0.0-I0.7控制2#的Q0.0-Q0.7;2#的I0.0-I0.7控制3#的Q0.0-Q0.7;3# I0.0-I0.7控制4#的Q0.0-Q0.7;4#的I0.0-I0.7控制1#的Q0.0-Q0.7,即1控制2,2控制3,3控制4,4控制1。
分析:如果只在1#PLC中写程序,则需要1#的IB0写入2#的QB0,将2#的IB0读取到1#的VB0,再把VB0写入3#的QB0,将3#的IB0读取到1#的VB1,再把VB1写入4#的QB0,将4#的IB0读取到1#的QB0中。
编写程序:
1.GET/PUT向导组态步骤入下图:

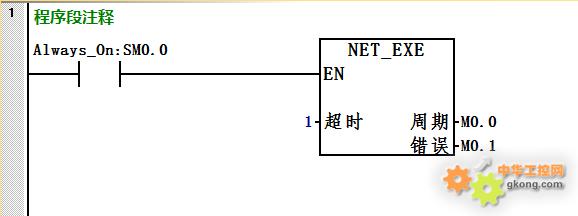
2.按下图连接好硬件,将程序下载到IP地址为192.168.2.1D的PLC中,再将其他3台PLC地址分别修改为192.168.2.2/192.168.2.3/192.168.2.4,触发输入I测试通信情况。