














发表于:2018/10/11 10:25:43
#0楼
自从5U拿到手,一直在学习,昨天体验了一把FX5U主体模块位置控制两轴,还带插补,虽然是简易的,比起西门子小型机可强多了。
准备的材料:
1.GX WORKS3编程软件
2.FX5U-32MT一台
3.台达B2伺服电机一套
4.连接电线若干
老规矩先画图再连线,PLC选型漏型晶体管输出
![附件 FX5U_ASDA-B2.jpg]() 实物连接图
实物连接图
![附件 1.jpg]() 实际连接轴1,脉冲+方向形式,单位设置这里走了点弯路,用西门子直接输入浮点数即可,这里是把数字放大了再后期处理,不知道我理解的对不对,1mm=1000um,等于放大了1000倍。
实际连接轴1,脉冲+方向形式,单位设置这里走了点弯路,用西门子直接输入浮点数即可,这里是把数字放大了再后期处理,不知道我理解的对不对,1mm=1000um,等于放大了1000倍。
1.每转2000脉冲,实际电机编码器是160000脉冲/转,那么伺服处设置的电子齿轮比为80,此处设置只为获得电机最高转速而已。
2.每转移动量,根据实际电机带动的负载来填,先按照电机轴的直径1:1换算,大概22mm=22000um
3.放大1000倍的意思,就是输入的位置数据是实际的1000倍,比如定位22,就是移动了22000um
不对之处还请专家指正。
![附件 11.jpg]()
然后设定轴1的控制方式,选择20:插补(相对位置),理解为数控的相对值编程G91
表格内按照起始地址D1000(定位地址),查询资料得知指令速度为D1000+2
![附件 22.jpg]()
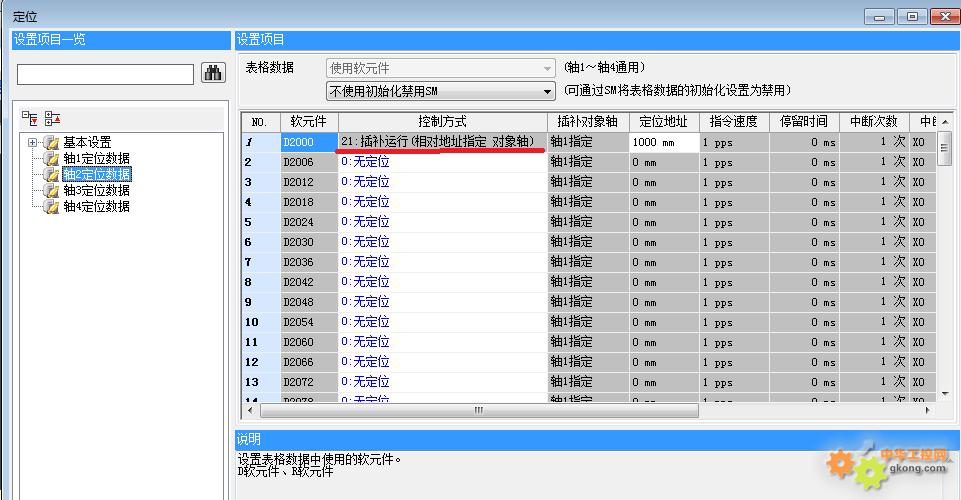
轴1设定好了后,可见插补的对象轴-轴2已经自动设置为21,定位地址为D2000
![附件 33.jpg]()
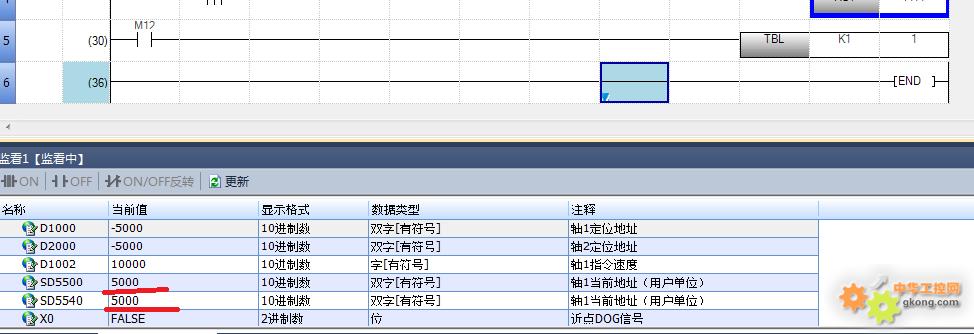
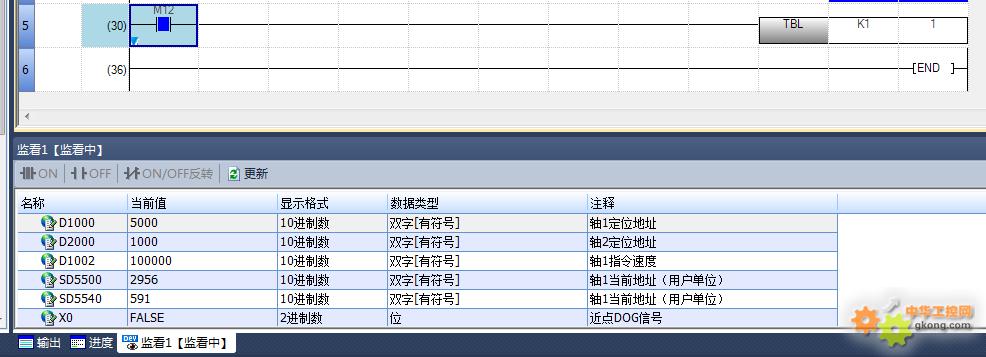
调用表格指令,插补运行中,指定定位位置D1000和D2000,即可看到两轴是以插补形式运行,同时开始,同时停止。
这里需要说明下,控制方式处比较重要,设定20(如轴1)即为基准轴;设定21即为对象轴,理解为随动轴,对象轴根据基准轴的位置和速度,来自动调整速度,所以看到前面表格的对象轴速度处为灰色,不可指定了。
![附件 1.jpg]()
![附件 2.jpg]()
![附件 3.jpg]()
文章比较肤浅,给大家一个参考而已,请勿用于实际工程中。
准备的材料:
1.GX WORKS3编程软件
2.FX5U-32MT一台
3.台达B2伺服电机一套
4.连接电线若干
老规矩先画图再连线,PLC选型漏型晶体管输出


1.每转2000脉冲,实际电机编码器是160000脉冲/转,那么伺服处设置的电子齿轮比为80,此处设置只为获得电机最高转速而已。
2.每转移动量,根据实际电机带动的负载来填,先按照电机轴的直径1:1换算,大概22mm=22000um
3.放大1000倍的意思,就是输入的位置数据是实际的1000倍,比如定位22,就是移动了22000um
不对之处还请专家指正。

然后设定轴1的控制方式,选择20:插补(相对位置),理解为数控的相对值编程G91
表格内按照起始地址D1000(定位地址),查询资料得知指令速度为D1000+2

轴1设定好了后,可见插补的对象轴-轴2已经自动设置为21,定位地址为D2000
调用表格指令,插补运行中,指定定位位置D1000和D2000,即可看到两轴是以插补形式运行,同时开始,同时停止。
这里需要说明下,控制方式处比较重要,设定20(如轴1)即为基准轴;设定21即为对象轴,理解为随动轴,对象轴根据基准轴的位置和速度,来自动调整速度,所以看到前面表格的对象轴速度处为灰色,不可指定了。

文章比较肤浅,给大家一个参考而已,请勿用于实际工程中。
[此贴子已经被作者于2018/10/11 10:34:03编辑过]




