














发表于:2018/9/6 14:10:17
#0楼
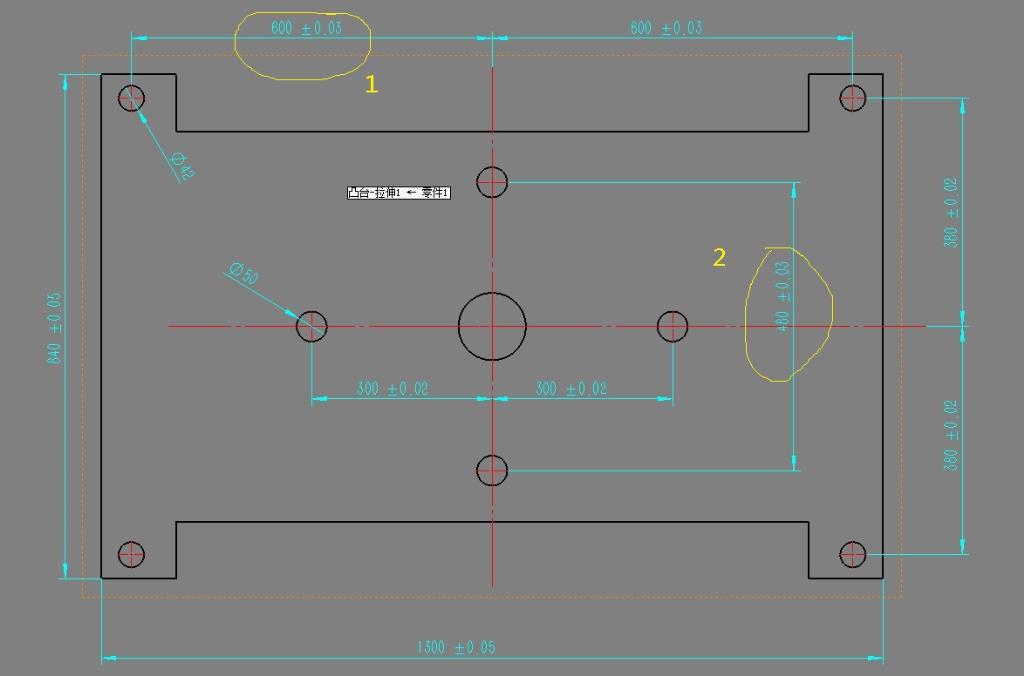
零件加工好了,供应商通知检验。图中标注的尺寸如何检验?
![附件 孔距测量.jpg]()
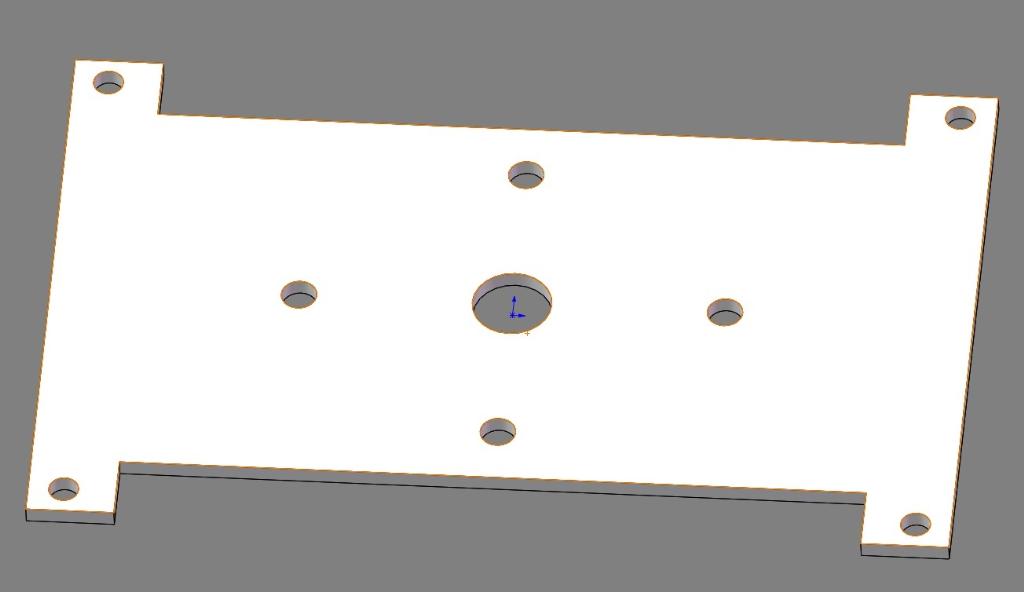
![附件 零件模型.jpg]()
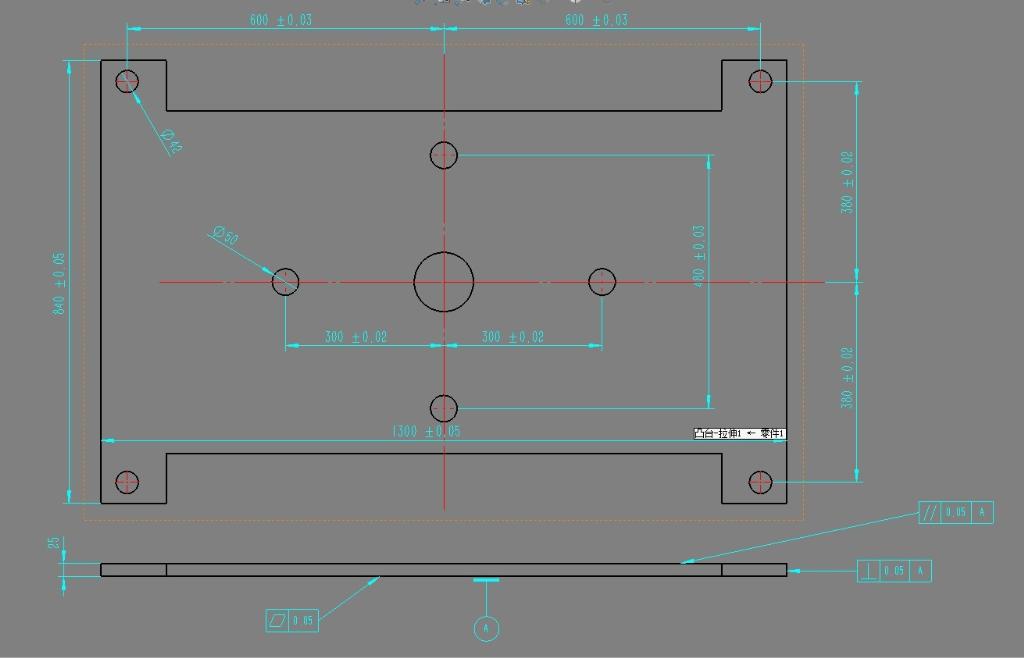
可能有多种方法,但考虑到一般加工厂,不会配备专业仪器。 想想能用哪些最简易的方法测量出来如下的几个形位公差呢? 图中平面度 平行度 垂直度都需要检测。
![附件 形位公差的测量.jpg]()
可能有多种方法,但考虑到一般加工厂,不会配备专业仪器。 想想能用哪些最简易的方法测量出来如下的几个形位公差呢? 图中平面度 平行度 垂直度都需要检测。
[此贴子已经被jint于2018/9/6 14:33:58编辑过]



