发表于:2018/8/25 20:06:18
#0楼
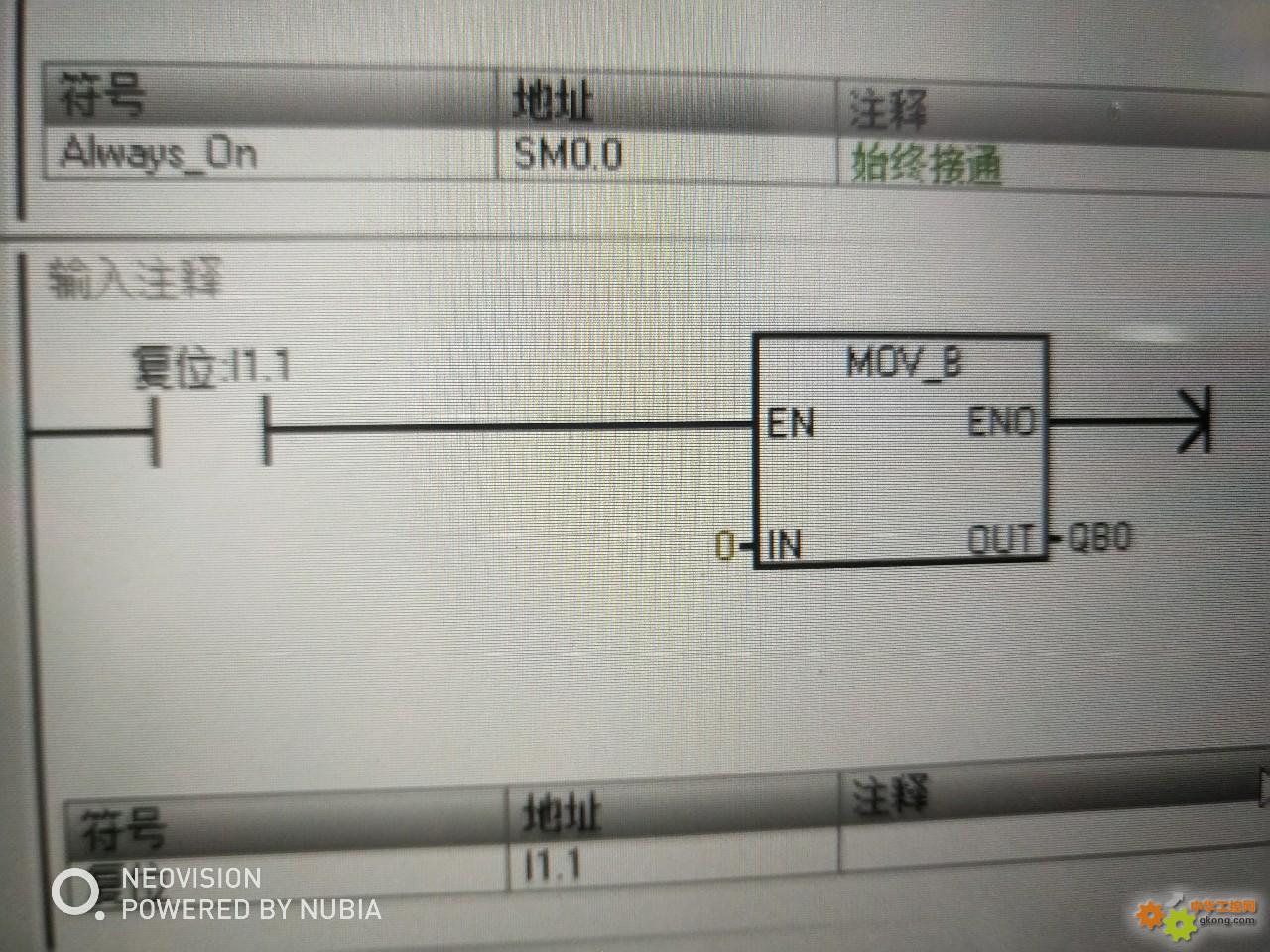
用这种方式作为复位,有没有什么问题呢。。![附件 IMG_20180825_190421.jpg]()
[此贴子已经被jint于2018/8/31 10:36:37编辑过]
此帖发自手机工控论坛