840D-810D数控系统驱动报警及排除指导
常见进给轴报警
报警号
原因
检查及处理
20000
在执行参考点功能后没有找到减速挡块信号
1.机床数据MD34030(寻找减速挡块最大距离)中的值太小
2.挡块信号未输入到PLC,检查电缆及插头
3.参考点开关未动作
20001
没有减速挡块信号
1.降低寻找减速挡块速度MD34020
2.检查DB31~DB61.DBX12.7信号(延迟返参考点)
3.检查硬件连接是否短路或断路
20002
找不到参考点,零点脉冲信号不在规定的区间内
1.检查挡块与零点脉冲信号之间的距离
2.增加机床数据MD34060中的设定值,但对于Heidenhain光栅尺不要大于两个参考标记之间的距离
20003
在带有参考标记的测量系统中,两标记之间的距离大于机床数据MD34300的两倍
检查距离编码的参考标记位移MD34300设定值,Heidenhain光栅尺为20.000mm
20004
在光栅测量系统中,在规定的检索距离内找不到两个参考标记
检查两个参考标记之间的最大位移MD34060设定值
Heidenhain光栅尺为20.000mm
20005
返参考点呗中止
1.检查挡块信号DB31~DB61.DBX2.1
2.测量系统转换信号DB31~DB61.DBX1.5~DBX1.6
3.进给方向键信号DB31~DB61.DBX8.6~DBX8.7
4.进给倍率修调不为零
20006
没有达到寻找零点脉冲信号的速度
1.减小寻找零点脉冲信号速度MD34040
2.增大速度公差MD35150
20070
编程的终点位置超出了软限位开关
1.修改零件程序,改变坐标轴
2.增加软限位机床数据MD36100、MD36110中的设定值
3.用PLC程序激活第2软限位,设置机床数据MD36130、
MD36140
21612
轴运动期间,VDI信号“驱动使能”被复位
检查接口信号DB31~DB61.DBX2.1
21614
到达硬件限位开关
1.检查硬限位接口信号DB31~DB61.DBX12.0~DBX12.1
2.在硬限位之前设置软限位
3.手动操作离开硬件限位开关
22062
达不到零点脉冲信号的搜索速度(主轴)
1.配置较低的零点脉冲信号搜索速度MD34040
2.检查实际速度允差范围MD35150
3.设置不同的参考方式MD34200=7
22064
零点脉冲信号的搜索速度太大(主轴)
1.配置较低的零点脉冲信号搜索速度MD34040
2.检查编码器的频率设置MD36300
3.设置不同的参考方式MD34200=7
22100
主轴的实际速度大于设置的最大转速
1.检查驱动系统的设置与优化数据
2.增加MD35100(最大转速)和MD35150(转速公差带)
22101
超过了编码器的极限频率
1.检查编码器是否为有效状态:DB31~DB61.DBX1.5~DBX1.6
2.编码器的最高频率设置MD36300
3.检查最大主轴速度设置MD35130
4.利用G62 S…限制主轴速度
22270
用于螺纹切削的主轴速度太高
修改零件程序,减速
25000
编码器的硬件故障
1.检查电缆接头盒编码器信号,若编码器有故障则更换
2.检查当前有效测量系统1/2选择信号DB31~DB61.DBX1.5或DBX1.6是否为1
25010
位置调节器使用的编码器带有干扰信号
检查测量系统
25020
编码器零点脉冲信号监控,在两个零点脉冲信号之间是否总是发出相同的脉冲数,若不同则报警
1.查测传输电缆、编码器
2.有无电磁干扰信号
3.检查编码器电源电压
4.若有编码器则更换编码器
5.用MD36310关闭零点脉冲信号监控
25030
实际速度报警,实际速度大于MD36200(速度监控阀值)规定的值
1.检查速度设定值电缆(总线)
2.实际值与位置的控制方向
3.如果轴运动不受控应改变位置控制方向
4.增加MD36200DE 设定值
25040
零速监控,跟随误差大于零速公差带,跟随误差大于MD36030的设定值
1.增加零速公差MD36030设定值
2.对位置环进行优化
3.提高增益MD32200设定值
4.增加钳位压力
25050
轮廓监控,轮廓误差大于轮廓监控公差带,即轮廓误差大于MD36400设定值
1.增大轮廓监控公差带MD36400设定值
2.对位置环和速度进行优化
3.提高增益MD32200设定值
4.减小加速度MD32300设定值
5.检查机械部分
25060
速度设定值点限制,指令速度大于最大速度设定值,即速度设定值大于MD36210中的数值
1.检查速度的实际值是否受到机械部件运动的影响
2.检查速度设定值电缆
3.修改最大速度MD36210和设定值监控延迟时间MD36220
25070
轴的漂移太大
通过关闭自动补偿,调节偏移补偿,知道位置滞后为零,然后再恢复自动补偿以便平衡动态漂移变化
25080
轴的位置监控,跟随误差大于精确精准停设定值,即跟随误差大于MD36010的设定值
1.适当增加精确准停限制MD3600,MD36010
2.增加精准停时间MD36020
3.优化速度/位置调节器,提高伺服增益MD32200
26000
轴的夹紧监控,跟随误差大于夹紧监控公差带,即跟随误差大于MD36050的设定值
1.确定与设定点的位置误差
2.增加夹紧监控公差带MD36050
3.提高机械夹紧(夹紧压力)
26003
丝杠螺距设置不正确
检查机床数据MD31030,设置的螺距应与实际一致
常见驱动系统报警
报警号
原因
检查处理
300000
驱动启动DCM(NCU模块ASIC控制总线)未发出信号
多数为硬件故障,更换NCU模块
300200
驱动总线硬件故障或辅助硬件故障
1.检查驱动总线端子
2.检查驱动总线与驱动模块之间的所有连接,电缆是否断路或短路
3.辅助硬件故障
300400
驱动系统错误
1.内部软件错误可通过硬件复位解决,或再次启动系统
2.可根据故障代码与西门子公司联系
300402
驱动接口中的故障
1.内部软件错误可通过硬件复位解决
2.增加MD10140驱动子任务运行时间设定值,减小MD10150设定值
3.若故障依旧可根据故障代码与西门子公司联系
300403
驱动版本号与驱动软件及机床数据不匹配
驱动软件(FDD/MSD)的版本必须与驱动机床数据版本匹配,更换驱动软件之后,旧版本的MD不能在使用
300500
某轴的驱动系统故障,显示故障代码
1.重新预置驱动数据
2.NC复位
3.根据故障代码,查找故障原因,与西门子公司联系寻求支持
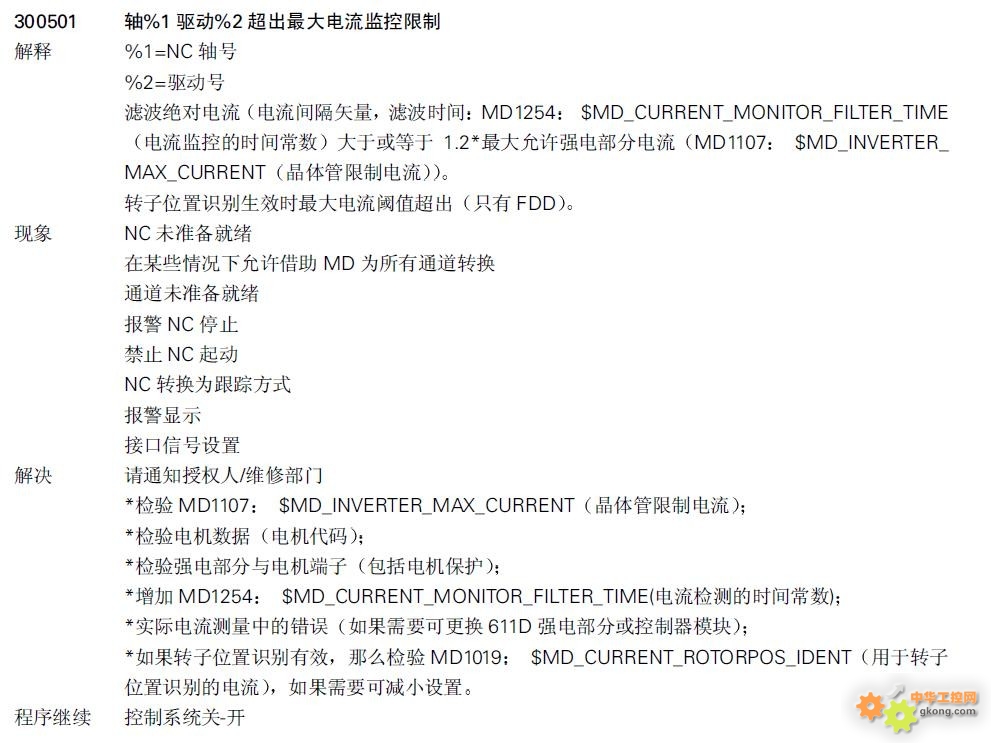
300501
某轴驱动系统滤波电流大于或等于1.2倍的MD1107
1.检查电机数据、电机代码是否正确
2.强电控制电路故障
3.实际电流检测是否有误
4.增大晶体管限制电流MD1107
5.增加电流检测时间常数MD1254中的值
6.若有必要跟换6611D驱动模块
300502
某轴驱动的相电流R大于或等于1.05倍的MD1107(晶体管限制电流)
除要检查个调节器的数据外,其余解决方法同上
300503
某轴驱动的相电流S大于或等于1.05倍的MD1107(晶体管限制电流)
检查方法同上
300504
某轴驱动的电机编码器信号错误或信号太弱
1.检查编码器及其连接
2.驱动模块故障
3.检查电机及其屏蔽连接
4.若有必要更换6111D控制模块、电机或编码器
报警号
原因
检查及处理
300508
电机测量系统的零点脉冲信号出现问题
1.检查编码器及其连接
2.驱动模块硬件故障,则更换
3.检查驱动模块前板上的屏蔽连接
4.如果使用BERO开关,检查BERO信号
5.对于齿轮编码器,检查齿轮与编码器之间的距离
6.若有必要更换6111D控制模块、电机或编码器
300510
电流零平衡期间实际电流值超出最大允许值
检查实际测量中的错误,若有必要,更换611D控制模块
300515
驱动系统强电部分温度过高
1.可能是环境温度太高,安装温度超标,增加空气流通散热
2.脉冲频率过大
3.驱动模块及风扇故障等
4.修改零件程序避免大的加/减速操作
300607
某轴驱动的电流调节器处于极限状态
1.检查电机的连接及保护
2.检查直流母线电压是否正确,连接是否可靠
3.检查6111D强电部分或驱动模块
4.检查是否激活Uce监控线路,通过开关电源复位
300608
某轴驱动的速度调节器处于极限状态
1.检查电机的连接、电机电阻及保护
2.检查编码器的分辨率、连接及屏蔽
3.检查电机和编码器是否可靠接地
4.检查直流母线电压司法所正确,连接是否可靠
5.检查是否激活Uce监控电路,通过开关电源复位
300609
某轴实际速度值超出了编码器测量的上限
1.检查电机使用的编码器的连接及其屏蔽情况
2.检查编码器是否正确,是否与机床数据匹配
3.若有必要,更换电机,编码器或驱动模块
300610
某轴驱动的位置信号不能识别
1.增加MD1019设置
2.检查电机的连接及保护
3.直流母线电压及连接
4.检查是否激活Uce监控线路,通过开关电源复位
5.若有必要,更换611D强电部分或控制模块
300612
某轴驱动的轉子位置识别的电流大于1.5倍的MD1107或大于MD1104中的值
减小MD1019
300613
某轴驱动的电机温度太高,超出了机床数据MD1607中所规定的温度
1.检查电机数据,设置不正确将引起电流过大
2.检查温度传感器
3.检查电机编码器电缆
4.电机风扇故障
5.电机过载
6.嗲机频繁加/减速
7.转矩限制MD1230或功率限制MD1235设置太高
8.电机内部转动故障,编码器故障
9.使用高性能电机
报警号
原因
检查及处理
300614
某轴驱动的电机长时间超温,即温度超过 MD1602规定,时间超过MD1603规定
检查同上
驱动使能常见故障
序号
现象
原因
检查及处理
1
电源模块没准备
绿色LED亮
电源模块没有使能信号
电源控制端子:48与9
检查脉冲使能信号端子:63与9
检查控制使能信号端子:64与9
根据检查的情况:维修使能控制电路
2
驱动模块没准备
驱动模块缺少使能信号
检查驱动模块使能端子:633与9
检查信号连接:维修控制电路
3
进给轴/主轴不能移动
在外部使能正常的情况下,进给轴没有外部使能信号
检查进给使能I/O信号:I2.3或Q01.7
进给使能禁止I/O信号:I2.2或Q1.6
检查主轴使能I/O信号:I12.5或Q2.1
主轴使能禁止I/O信号:I12.4或Q2.0
脉冲使能信号:DB31~61.DBX21.7
控制使能信号:DB31~61.DBX2.1
根据PLC程序检查信号的逻辑条件
进给驱动系统常见故障
序号
故障现象
故障原因
检查及处理
1
过流报警
1.驱动模块故障
2.进给过载
3.电机缺相运行
4.设置的电流数据太低
1.检查或更换驱动模块
2.检查报警轴的机械部分
3.检查电机驱动电源
4.修改相关机床数据
2
过压或欠压报警
系统的工作电压不符合要求
检查各部分工作电压、采取相应措施
3
过载报警
1.机床负载不正常
2.进给传送链有卡住现象
3.电机故障
4.驱动模块故障
1.检查进给轴的负载情况
2.维修进给传送链
3.维修或更换电机
4.维修或更换驱动模块
4
机床失控
1.反馈信号连接方式错误
2.驱动模块故障
1.检查位置反馈信号的连接电缆
2.维修或更换驱动模块
5
机床振动
1.机床数据设置不匹配
2.驱动模块故障
1.调整机床数据
2.维修或更换驱动模块
6
机床出现过冲
1.伺服增益设置太高
2.电机与丝杠间的刚性太差
1.调整伺服增益MD32200
2.调整间隙或同步齿形带的张力
7
圆柱度超差
联动轴的参数匹配性不好,特别是伺服增益因子
优化伺服增益因子
以上值得收藏哦
[此贴子已经被作者于2018/9/3 21:33:40编辑过]