发表于:2017/11/2 12:58:23
#0楼
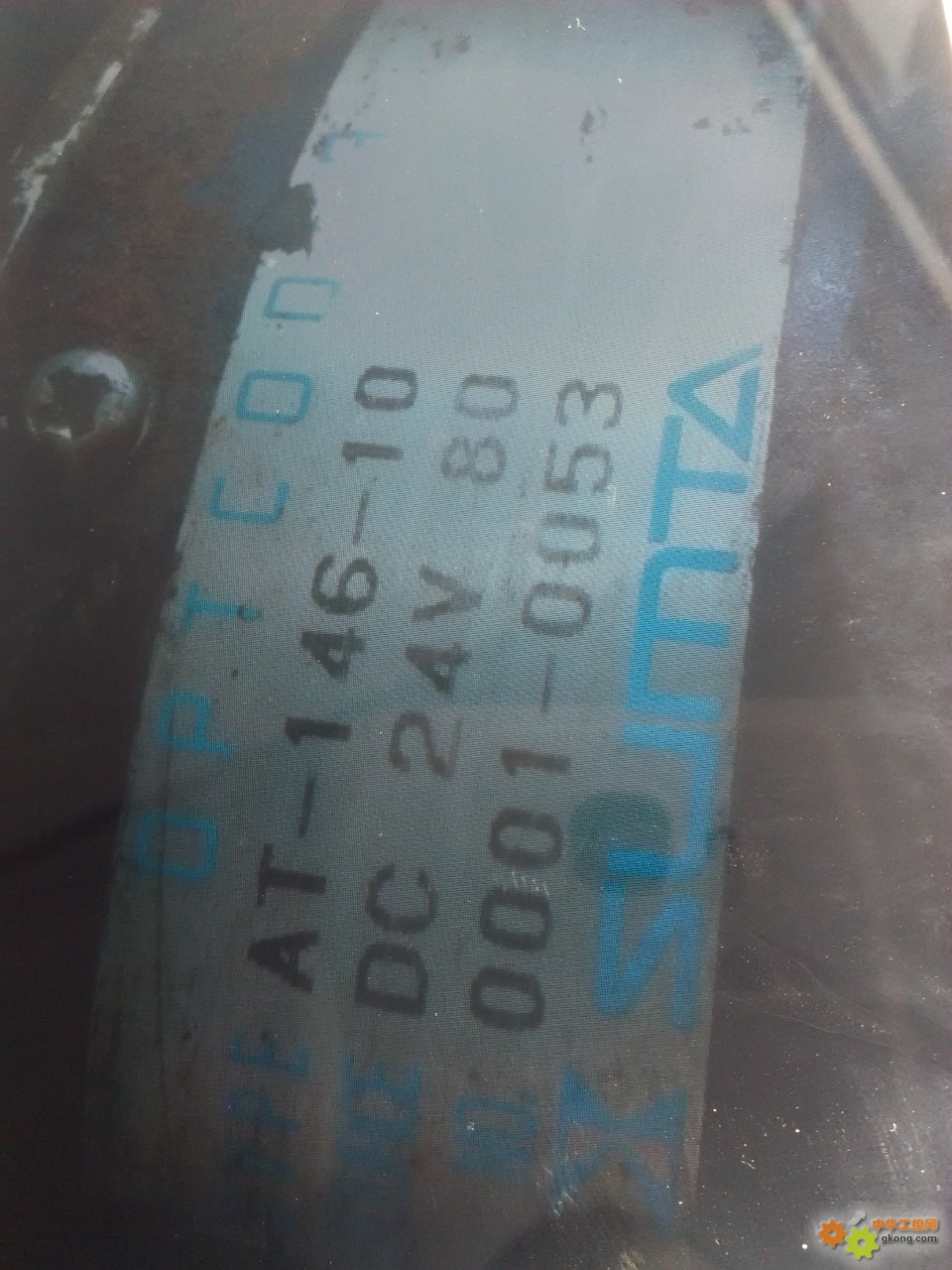
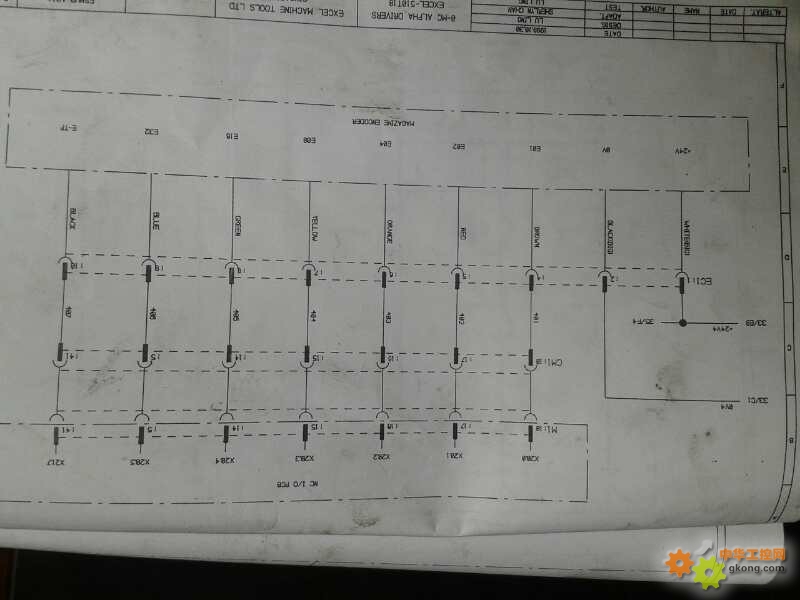
一台发那科0-M系统立加,刀库是普通三相交流电机,编码器控制刀库,刀库找刀到位以后,气缸推动定位杆到刀库圆盘凹槽里。气缸上面没有行程开关,编码器型号如图,编码器接线如图。没有其他刀库计数开关。
故障是:刀库T代码找刀到位以后,气缸推动定位杆可以顶到刀库圆盘凹槽里,刀库电机有时候马上停,有时候刀库电机还继续运行10几秒,这两种情况都会出现1020报警(找刀运行超时)。有时候又正常。
根据接线图,这个编码器完整的型号是什么?
各位高手指点一下,谢谢!![附件 bmq1.jpg]()
![附件 bmq.jpg]()
故障是:刀库T代码找刀到位以后,气缸推动定位杆可以顶到刀库圆盘凹槽里,刀库电机有时候马上停,有时候刀库电机还继续运行10几秒,这两种情况都会出现1020报警(找刀运行超时)。有时候又正常。
根据接线图,这个编码器完整的型号是什么?
各位高手指点一下,谢谢!