发表于:2017/6/5 17:08:27
#0楼
群里老师们好:
现有硬件为:
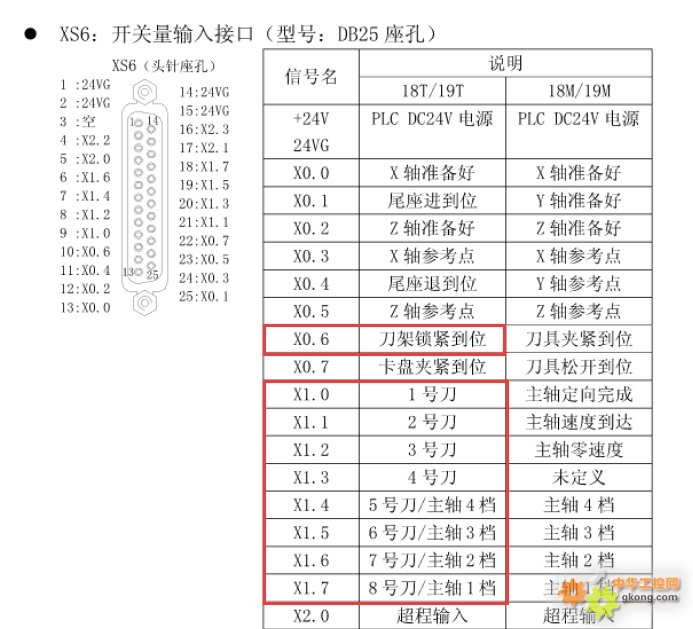
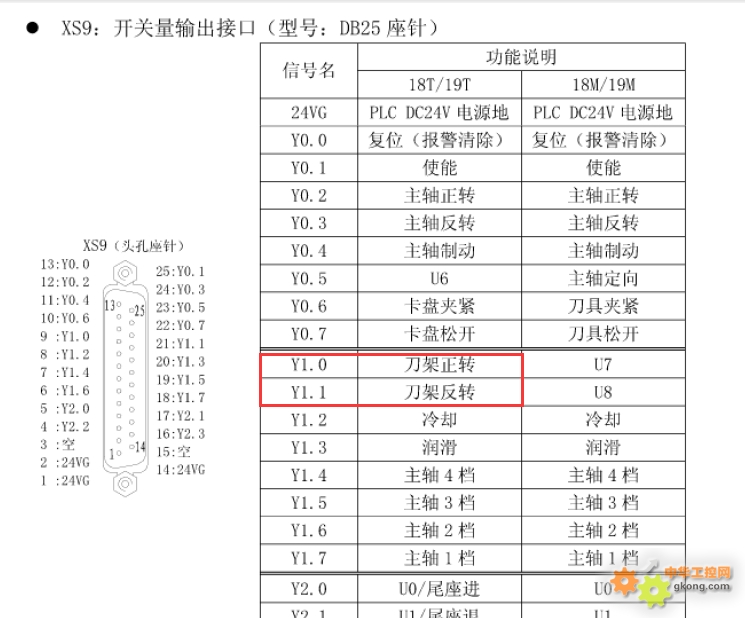
华中HNC-18XP/t系统 一台
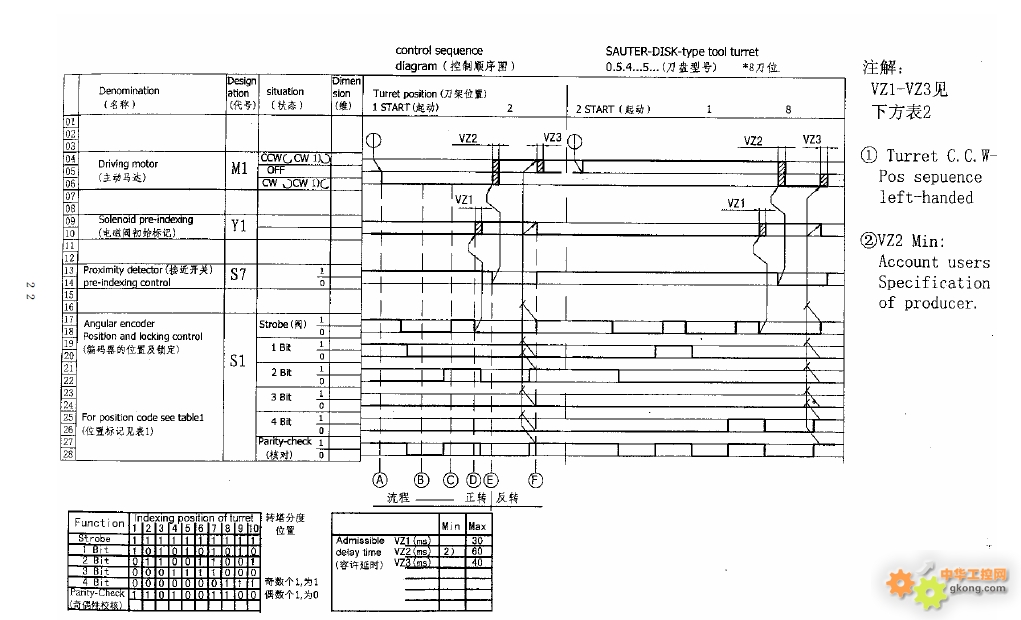
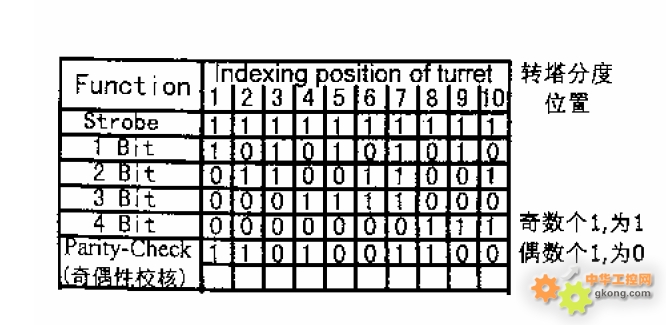
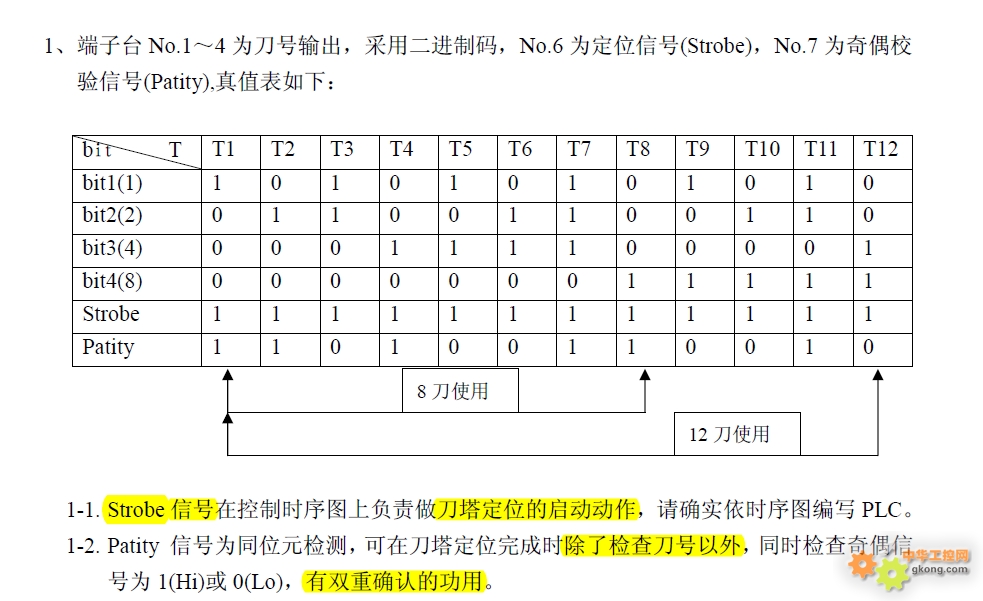
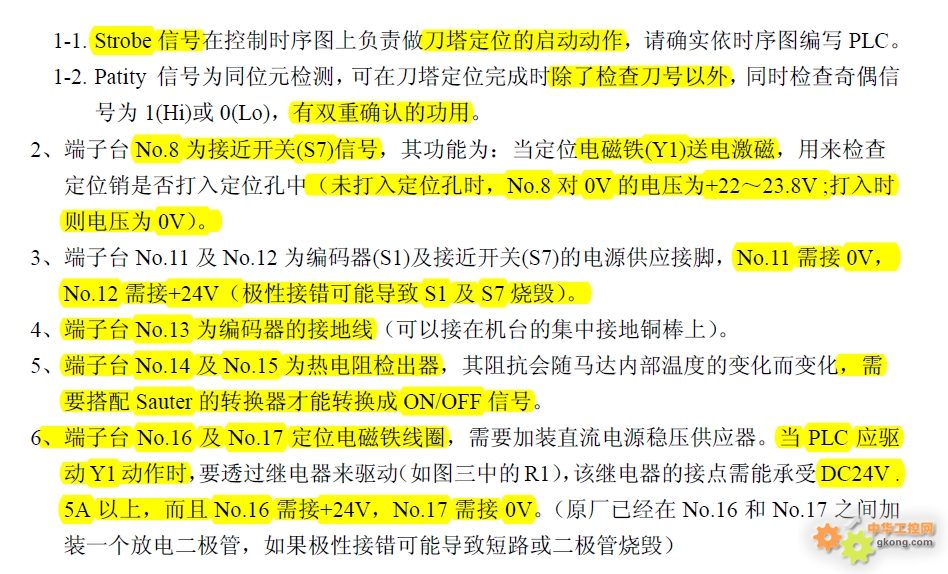
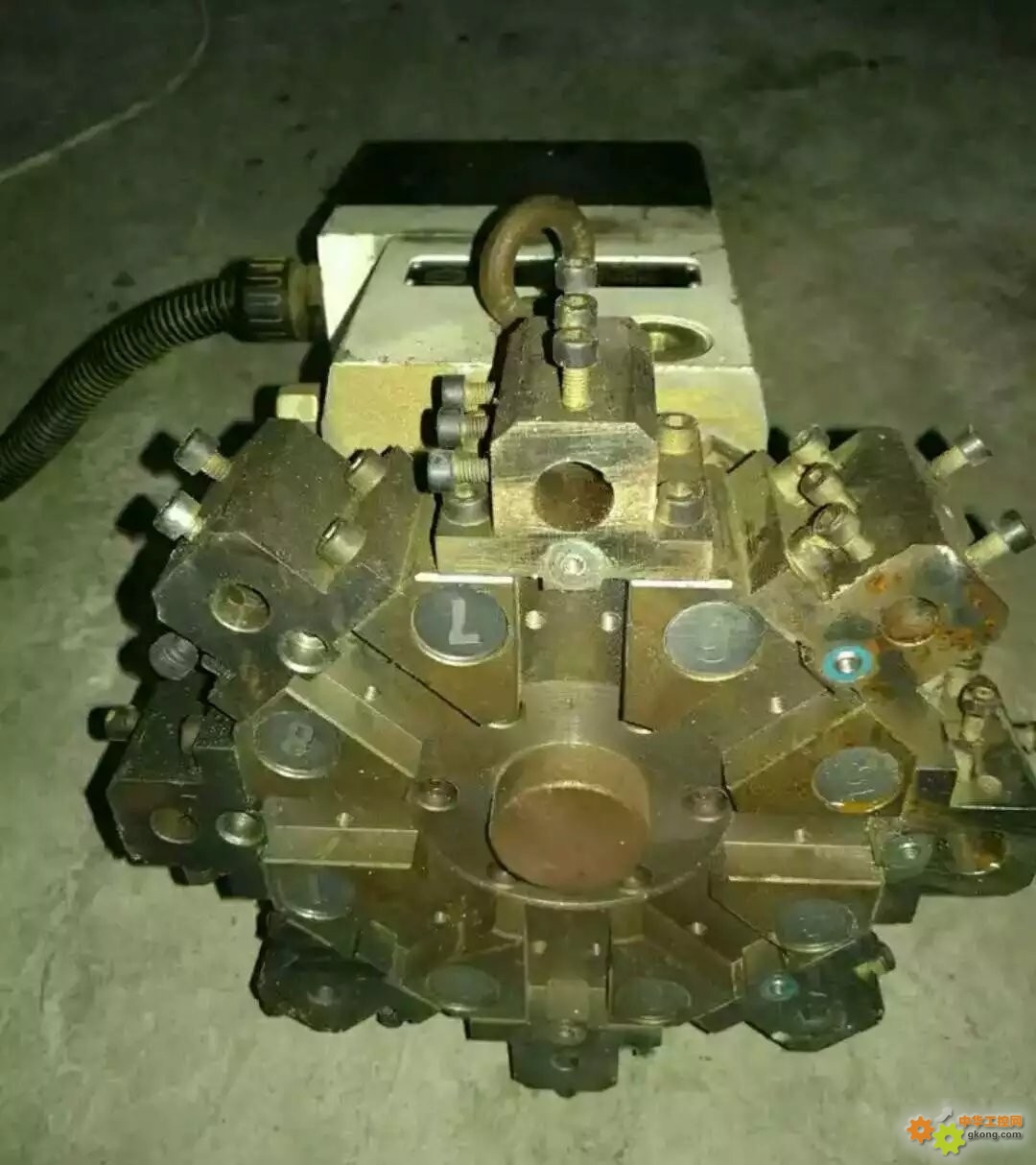
SAUTERS 0.5.480.510 8工位刀塔 一台
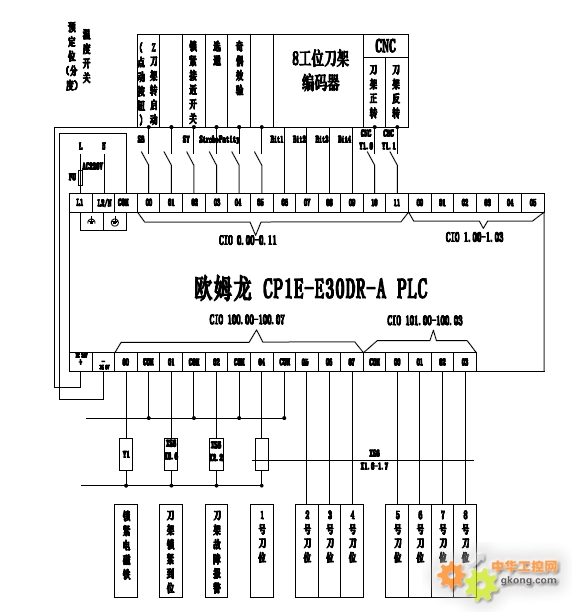
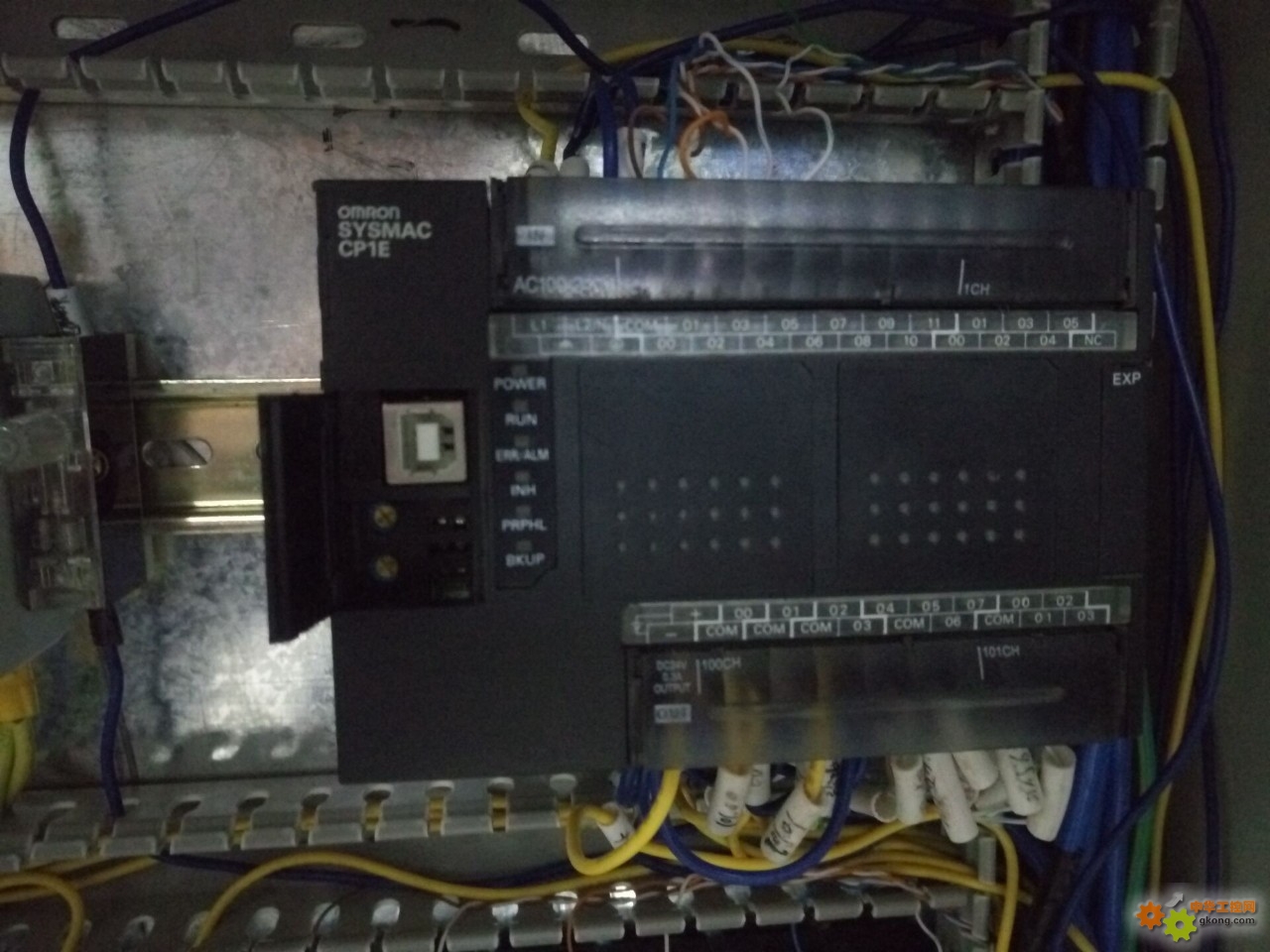
欧姆龙 CP1E-E30DR-A PLC 一台
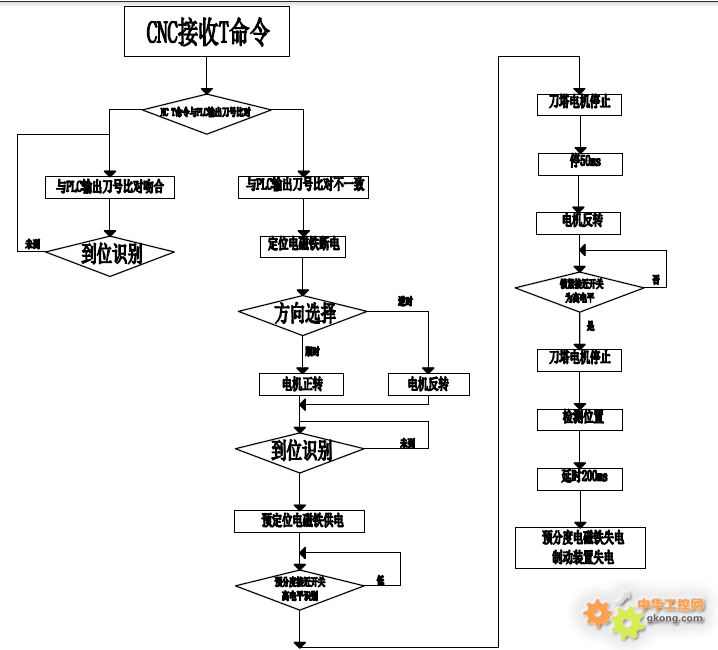
请教下如何通过以上PLC编程,试8工位刀塔与数控系统通讯。
编程遇到难题了,还请群里老师们多多指教。
不胜感激!
![附件 1332_0NS_1569_1000x666_ee4cd010.jpg]()
![附件 1332_0NS_1570_1000x666_ee4cd010.jpg]()
![附件 P60424-200654.jpg]()
![附件 QQ图片20170605171034.jpg]()
![附件 psb (1).jpg]()
现有硬件为:
华中HNC-18XP/t系统 一台
SAUTERS 0.5.480.510 8工位刀塔 一台
欧姆龙 CP1E-E30DR-A PLC 一台
请教下如何通过以上PLC编程,试8工位刀塔与数控系统通讯。
编程遇到难题了,还请群里老师们多多指教。
不胜感激!



10分悬赏