发表于:2017/5/1 16:47:02
#0楼
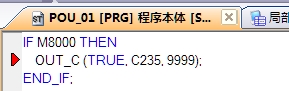
GXWorks下的ST语言该如何写?
![附件 未标题-2.jpg]() 总提示我第二个参数不正确。。
总提示我第二个参数不正确。。
No. 结果 数据名 分类 内容 错误代码
1 Error POU_01 编译程序 'OUT_C'的第2个参数中设置了不同的类型。 C8029
No. 结果 数据名 分类 内容 错误代码
1 Error POU_01 编译程序 'OUT_C'的第2个参数中设置了不同的类型。 C8029