














发表于:2016/8/8 13:11:57
#0楼
作者:云南百汇自动化服务有限公司 余静
一、项目背景
胶带分切台适用于大批量生产的双面胶、工业胶带、电工胶带,美纹纸胶带、金手指、绿 胶带、泡棉胶带、3M胶带、小直径膜类及部分无胶类材料的分切。但是由于设备是第一代产品,控制方式不够先进,切台进刀部分是由液压控制。导致切入的速度不可调,而且速度慢。我公司提出改进计划。将原来的液压进刀改为伺服进刀方式。
原来旧设备设备配置为信捷触摸屏和三菱FX1N40点可编程控制器,东元伺服一台,步进驱动器一台。但是现在要将之前的液压控制部分替换为伺服。而且点位又要增加。所以考虑用海为的可编程控制器替换,这样就能够满足两台伺服和一台步进电机的控制要求。
二、选型及现场控制柜图
经过统计本次要求30数字量输入,24数字量输出,包含三路高速脉冲输入的PLC,因此选用海为的H60S0T的高性能型主机,其产品参数如下所示:

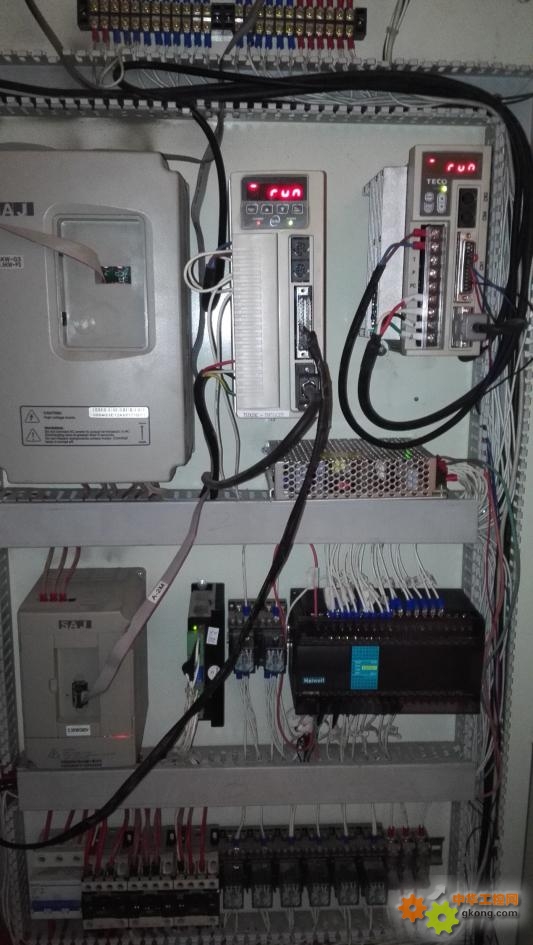
H60S0T具有36DI/24D0,满足现场需求还留有余量;主机自带的RS232和RS485通讯端口,RS485用来跟触摸屏通讯,RS232用来监控程序;自带的4路200K高速脉冲输出,控制一只主轴、一把切刀和切入角度的步进电机,可以很好的控制切入的精度和速度。下面是控制柜的现场图:

三、自动切台原理及工艺流程
分切定位:刀座移位采用伺服系统驱动,并配有高精度滚珠螺杆传动,高精度方形直线滑轨承载刀座,左右移动平稳且速度可调,分切尺寸定位精准;进刀方式:伺服进刀,具有进刀平稳,速度可调;刀座左右移动位置进行限位,限位准确,安全可靠;限位装置:采用光电感应限位和机械限位,两种限位同时使用对进刀限位和刀座左右横移定位准确。数据处理:触摸屏数据输入,在同轴上作业,可设置不同的分切规格,PLC可编程控制处理器集中央处理,自动分切;刀片规格:有多种材质的合金圆刀针对客户的不同材料的分切,提供不同材质的圆刀,规格大小可选。进刀角度调节:有手动调节和自动调节供客户选配。

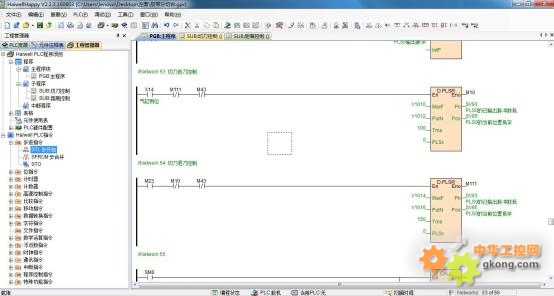
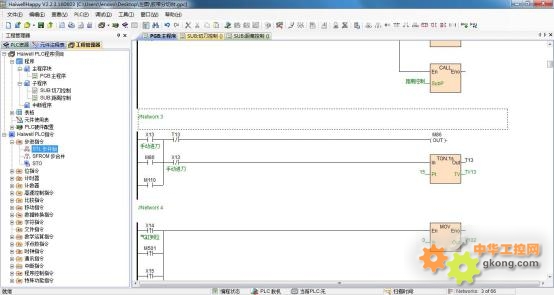
四、部分程序截图
五、心得体会
就在这一刻,我感到无比的高兴,那种高兴比获得海为PLC试用更为高兴,大家想知道是什么原因吧。因为申请PLC试用的时候我创业才不久,就在一周前,我接到了一个设备改造的单子,当时只是想把事情做好,和客户谈价格的时候就没有怎么在乎所以价格谈得比较低。结果一做下来从头到尾花了半个月的时间,原因是对设备工艺流程不是很熟悉。但是在海为的技术人员的帮助下,我把这次设备改造完美的完成了,获得了客户的认可。这一点我觉得我很有成就感也非常高兴,虽然项目不大,但是让我又学会了很多东西。
工作也是一个不断完善的过程,在刚开始我对海为的PLC的指令应用不是很熟悉,遇到不懂得就咨询海为的技术人员,我觉得海为的技术支持是相当优秀。每次都能很完美的解答我所咨询的问题,值得表扬!本次项目改造所用到的是主要是两台东元伺服驱动器和一台步进电机。伺服驱动器控制主轴和进刀的距离,步进电机控制切刀切入的角度。用户要求将原来的设备液压部分用伺服替换掉,程序重新编写,并具有实时显示当前伺服行走的位置。这些功能在最后都在海为的技术指导下顺利的解决。
最后,感谢厦门海为科技有限公司提供的PLC试用产品,也感谢海为的所用帮助过我的技术员。说多了都是空的,我将在以后的设备改造过程中多用海为的产品。
[此贴子已经被作者于2016/8/8 13:12:38编辑过]
PLC/HMI/SCADA 厦门海为科技有限公司www.haiwell.com