













发表于:2016/8/6 18:19:36
#0楼
应用背景(应用行业简介)
一种高速卧式胶管针织机的结构设计。针织机由编结机构、给纱机构和传动机构等组成。编结机构采用舌针通过无沉降片多三角系统进行工作;给纱机构采用消极式给纱方式,纱线张力控制在0.05~0.10N;传动机构大多采用机械式,只在局部采用气动、液动和电磁传动;报警机构配备了断线、断针及松线报警装置。关键词针织机,胶管,编结针织胶管的结构一般由内胶层、针织增强层以及外胶层组成。针织增强层材料通常为棉线或其它纤维材料。针织结构的形式主要有平针织和锁针织等。由于针织胶管的结构特点是由针织线沿着与管轴成一定角度交织在内管坯上,其交织点比较稀疏,因此管体显得轻便柔软,弯曲性能好,而且容易制成变径胶管。目前,针织胶管在汽车工业中得到了广泛应用,如汽车的水箱弯管、暖风管等都已采用了针织胶管。
应用需求(项目现状及需达到的功能要求介绍)
.高速卧式针织机的电气控制如下:
(1) 启动、停止控制;
(2) 转速升/降控制;
(3) 机壳打开保护控制;
(4) 针织机断线报警控制;
(5) 针织机乱线、停车控制;
(6) 针织机变频器报警控制;
(7) 点动控制;
(8) 刹车控制。
电气控制
每次正常操作前,应首先确认针织机开门保护装置、乱线报警装置及断线报警装置的功能正常。
1.上电状态
针织机上电后处于以下状态:
(1) 变频器冷却风扇启动,电气元件柜冷却风扇启动;
(2) 停止指示灯亮(红色)。
2.启动操作
首先设置一定的转速,再按下“启动按钮”,停止指示灯灭,启动指示灯亮,针织机按照速度设定值运行。
注意:启动时,针织机转速设定值不能大于50r.p.n。
3.停止操作
正常运行时,按下“停止按钮”,启动指示灯灭,停止指示灯亮,变频器停止输出,同时,电气制动启动。针织机停止转动。
4.点动操作
为了方便换线人员换线操作,在针织机操作面板和触屏上设置了“点动按钮”。在关门状态下,按住“点动按钮”,针织机盘按一定速度低速运行,以便观察运行情况。
注意:进行点动操作前,无论舱门开合,一般要将机器设定到“0~50r.p.n”转速,并且保证对面操作人员在安全环境中。
5.升速、降速操作
旋转操作面板上的“升、降速按钮”或者点击触摸屏上的“升、降速”键,机器的转速按照预设好的升降速速率进行变化,并由触摸屏显示当前的设定值,如图2。
6.急停操作
当针织机或生产线出现异常情况时,为了保证设备完好及人身安全,需要紧急停车时,按下针织机操作面板上的“急停按钮”。此时,设备停止运行,触摸屏进入警示画面,报警器报警,按一下“复位按钮”则报警声解除。设备异常解决后松开“急停按钮”.
7.开门保护
启动状态下,针织机上的任何门扇打开一定开度或者吊钩偏离原来位置,本机PLC就会收到禁止启动的指令,以达到保护操作人员的目的。按一下“复位按钮”则报警声解除。门扇关闭或者吊环回到原来位置,
8.断线、乱线保护
运行中如果断线、乱线,则设备停止工作。同时触摸屏进入警示画面,如图6-5,报警器报警,按一下“复位按钮”则报警声解除。
9.变频器故障报警
设备运行中,如果变频器出现故障,设备则停止工作。
解决方案(具体实现步骤)
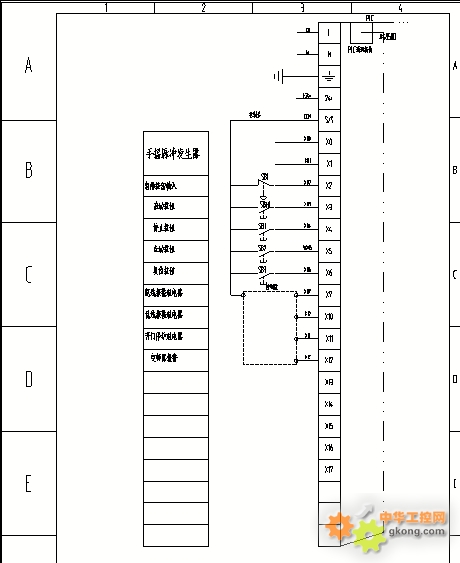
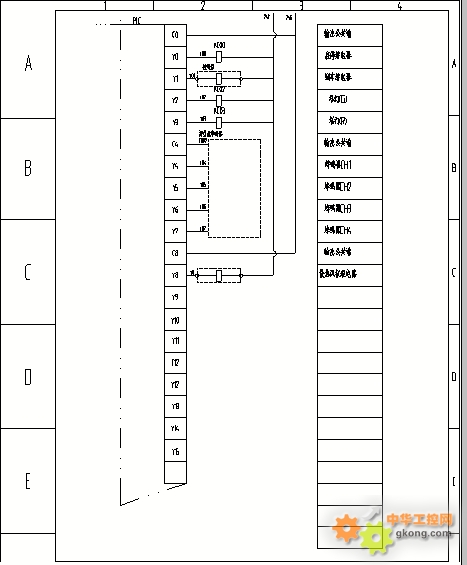
部分电器图纸:
![附件 QQ截图20160806164821.jpg]()
![附件 QQ截图20160806164906.jpg]() 硬件配置(设备连接图及照片
硬件配置(设备连接图及照片
![附件 IMG_20160725_161040.jpg]()
![附件 IMG_20160725_161046.jpg]()
![附件 IMG_20160725_161302.jpg]()
![附件 QQ截图20160806180603.jpg]()
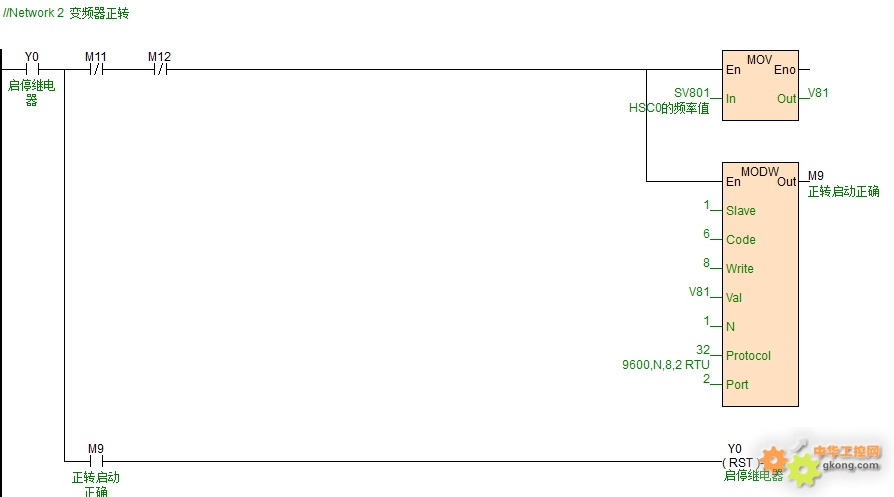
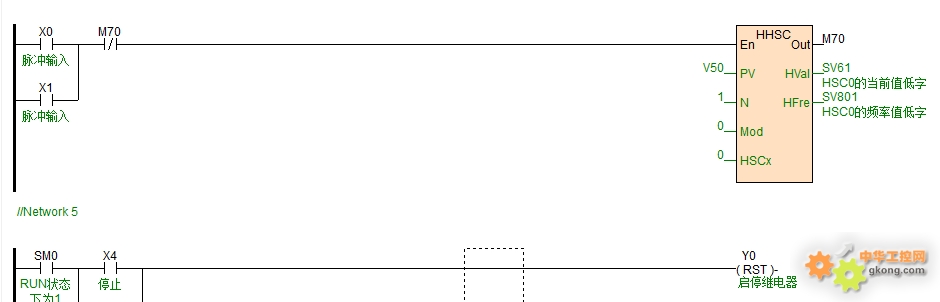
软件设计(主要程序截图)
![附件 QQ截图20160806165449.jpg]()
![附件 QQ截图20160806165504.jpg]()
![附件 QQ截图20160806165526.jpg]()
程序截图,包括通信和脉冲信号!
感觉海为的自主编程软件比国内的其他品牌的编程软件好用包括块图和梯形图,我试用的这款PLC-T32SOT十分好用,自带RS485通信,省去了我和变频器,还需要买通信电路板了,我们这款,调速是采用是脉冲调试,所以PLC和变频器之间必须采用通信,我因为是第一次使用海为PLC,我对于海为PLC的通信不怎么熟悉,但是海为的技术给我提供了Haiwell PLC示例程序:
![附件 QQ截图20160806170917.jpg]()
有了这个,我很快就搞定了通信,海为的技术们准备的非常充分,我们广大的用户可以如果想通信的时候,直接拿过来用就可以了,顺便给大家上传了海为Haiwell+PLC示例程序.rar,分享给大家,欢迎大家继续使用海为PLC!
一种高速卧式胶管针织机的结构设计。针织机由编结机构、给纱机构和传动机构等组成。编结机构采用舌针通过无沉降片多三角系统进行工作;给纱机构采用消极式给纱方式,纱线张力控制在0.05~0.10N;传动机构大多采用机械式,只在局部采用气动、液动和电磁传动;报警机构配备了断线、断针及松线报警装置。关键词针织机,胶管,编结针织胶管的结构一般由内胶层、针织增强层以及外胶层组成。针织增强层材料通常为棉线或其它纤维材料。针织结构的形式主要有平针织和锁针织等。由于针织胶管的结构特点是由针织线沿着与管轴成一定角度交织在内管坯上,其交织点比较稀疏,因此管体显得轻便柔软,弯曲性能好,而且容易制成变径胶管。目前,针织胶管在汽车工业中得到了广泛应用,如汽车的水箱弯管、暖风管等都已采用了针织胶管。
应用需求(项目现状及需达到的功能要求介绍)
.高速卧式针织机的电气控制如下:
(1) 启动、停止控制;
(2) 转速升/降控制;
(3) 机壳打开保护控制;
(4) 针织机断线报警控制;
(5) 针织机乱线、停车控制;
(6) 针织机变频器报警控制;
(7) 点动控制;
(8) 刹车控制。
电气控制
每次正常操作前,应首先确认针织机开门保护装置、乱线报警装置及断线报警装置的功能正常。
1.上电状态
针织机上电后处于以下状态:
(1) 变频器冷却风扇启动,电气元件柜冷却风扇启动;
(2) 停止指示灯亮(红色)。
2.启动操作
首先设置一定的转速,再按下“启动按钮”,停止指示灯灭,启动指示灯亮,针织机按照速度设定值运行。
注意:启动时,针织机转速设定值不能大于50r.p.n。
3.停止操作
正常运行时,按下“停止按钮”,启动指示灯灭,停止指示灯亮,变频器停止输出,同时,电气制动启动。针织机停止转动。
4.点动操作
为了方便换线人员换线操作,在针织机操作面板和触屏上设置了“点动按钮”。在关门状态下,按住“点动按钮”,针织机盘按一定速度低速运行,以便观察运行情况。
注意:进行点动操作前,无论舱门开合,一般要将机器设定到“0~50r.p.n”转速,并且保证对面操作人员在安全环境中。
5.升速、降速操作
旋转操作面板上的“升、降速按钮”或者点击触摸屏上的“升、降速”键,机器的转速按照预设好的升降速速率进行变化,并由触摸屏显示当前的设定值,如图2。
6.急停操作
当针织机或生产线出现异常情况时,为了保证设备完好及人身安全,需要紧急停车时,按下针织机操作面板上的“急停按钮”。此时,设备停止运行,触摸屏进入警示画面,报警器报警,按一下“复位按钮”则报警声解除。设备异常解决后松开“急停按钮”.
7.开门保护
启动状态下,针织机上的任何门扇打开一定开度或者吊钩偏离原来位置,本机PLC就会收到禁止启动的指令,以达到保护操作人员的目的。按一下“复位按钮”则报警声解除。门扇关闭或者吊环回到原来位置,
8.断线、乱线保护
运行中如果断线、乱线,则设备停止工作。同时触摸屏进入警示画面,如图6-5,报警器报警,按一下“复位按钮”则报警声解除。
9.变频器故障报警
设备运行中,如果变频器出现故障,设备则停止工作。
解决方案(具体实现步骤)
部分电器图纸:


软件设计(主要程序截图)

程序截图,包括通信和脉冲信号!
感觉海为的自主编程软件比国内的其他品牌的编程软件好用包括块图和梯形图,我试用的这款PLC-T32SOT十分好用,自带RS485通信,省去了我和变频器,还需要买通信电路板了,我们这款,调速是采用是脉冲调试,所以PLC和变频器之间必须采用通信,我因为是第一次使用海为PLC,我对于海为PLC的通信不怎么熟悉,但是海为的技术给我提供了Haiwell PLC示例程序:

有了这个,我很快就搞定了通信,海为的技术们准备的非常充分,我们广大的用户可以如果想通信的时候,直接拿过来用就可以了,顺便给大家上传了海为Haiwell+PLC示例程序.rar,分享给大家,欢迎大家继续使用海为PLC!
附件:
[本地下载]


