














发表于:2016/7/7 14:22:42
#0楼
视频链接地址:http://v.youku.com/v_show/id_XMTYzNDYwMTgwNA==.html?tpa=dW5pb25faWQ9MjAwMDAxXzEwMDEzM18wMV8wNA
丝网是我国传统的工业品,在科研、生产和生活等许多领域具有广泛的用途。有的用来做护拦网、钢板网、窗纱,也有的用来做公路护拦、化工过滤、安防等。不同用途的丝网其材质、目数、线径、长宽等均会有所不同。虽然丝网多种多样,但现如今市面上的丝网机大多一样,基本都是旧的纯机械连杆设备,此种设备不仅换网时调试麻烦,而且还比较容易出现剑带勾不住丝,弄破丝网等情况。针对此种情况,本次主要针对剑带部分进行改造,改造之后的机台换网时调试方便,自动化程度大大提高了,极大地减小了工作人员的工作量,提升了生产效率。
产品选型:
现场采用的是海为的T16S0T的主机、深圳伟创2.6KW的SD600系列的伺服电机。
海为T16S0T主机自带2路200K高速脉冲输入,2路200K高速脉冲输出,支持绝对定位、相对定位、电气原点定义等,满足丝网机控制系统的需求。
深圳伟创的SD600交流伺服系统采用全数字电机控制算法,完全以软件方式实现了电流环、位置环、速度环的闭环伺服控制,具有良好的自适应能力,可应用于各种各样的使用场合,满足丝网机控制系统的要求。
![附件 1.jpg]()
图1 电控柜外部图
![附件 2.jpg]()
图2 电控柜内部图
工艺流程:
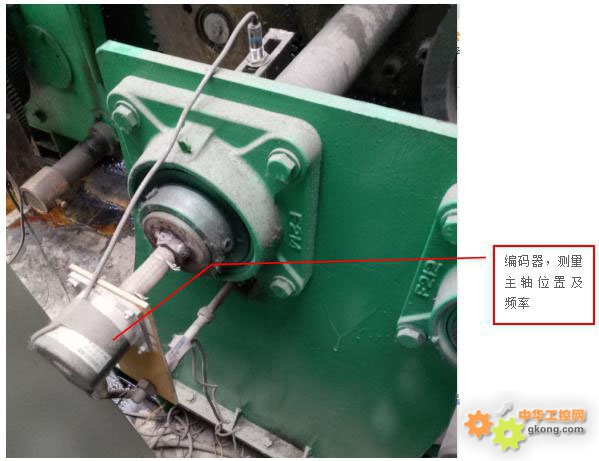
丝网机主要分成俩部分,一部分是主轴部分,另外一部分是从轴部分(剑带)。主轴部分通过一台工频的三相电机来带动,在电机正转的过程中,通过机械的连杆结构会实现机构来回往复运动,使上下二层丝线的间隙由小变大,再由大变小。现在改造的是从轴部分,通过编码器检测主轴的位置和速率,然后控制从轴使剑带在上下二层丝线由小变大再由大变小的过程中完成拉丝的动作。
![附件 3.jpg]() 图3 上下层丝线
图3 上下层丝线
![附件 4.jpg]() 图 4 从轴改造前后图片
图 4 从轴改造前后图片
![附件 5.jpg]() 图5 加装的编码器
图5 加装的编码器
![附件 6.jpg]() 图6 主轴转一圈对应的角度
图6 主轴转一圈对应的角度
![附件 7.jpg]() 图7 触摸屏画面
图7 触摸屏画面
这边将编码器转一圈设置为1000份,主轴处于不同的角度时,伺服电机带动剑带走到相应的位置,完成相应的动作。整体工作流程如上所述,改造的难点主要是如何保证在主轴转动到需要拉纬的位置(上下二层丝线间隙刚刚好,既不会勾住剑带,又能保证丝网的刚性),从轴及时的走到相应位置完成二次拉纬动作(丝线拉到脱离剑带的动作)。二次拉纬位置根据丝网尺寸的不同而有所不同,其位置的好坏直接影响整张丝网的质量,及其重要。
硬件配置及部分程序:
为了解决此次项目的难点,本次程序采用模拟机械连杆结构的方法来实现相应功能,使用A/B相1倍频的单段比较模式来检测主轴的频率及位置,检测到主轴位置后使用PLSY指令使从轴快速跟随到相应的指定位置。整体的控制要求PLC和伺服电机都有较快的响应速度,使用海为PLC和伟创的伺服电机机台正常运转,效果良好。
PLC硬件配置图:
![附件 8.jpg]()
图8 PLC硬件配置图
![附件 9.jpg]() 图9 高速计数部分程序
图9 高速计数部分程序
![附件 10.jpg]()
图10 出剑及回剑部分程序
作者:海为用户 张工
丝网是我国传统的工业品,在科研、生产和生活等许多领域具有广泛的用途。有的用来做护拦网、钢板网、窗纱,也有的用来做公路护拦、化工过滤、安防等。不同用途的丝网其材质、目数、线径、长宽等均会有所不同。虽然丝网多种多样,但现如今市面上的丝网机大多一样,基本都是旧的纯机械连杆设备,此种设备不仅换网时调试麻烦,而且还比较容易出现剑带勾不住丝,弄破丝网等情况。针对此种情况,本次主要针对剑带部分进行改造,改造之后的机台换网时调试方便,自动化程度大大提高了,极大地减小了工作人员的工作量,提升了生产效率。
产品选型:
现场采用的是海为的T16S0T的主机、深圳伟创2.6KW的SD600系列的伺服电机。
海为T16S0T主机自带2路200K高速脉冲输入,2路200K高速脉冲输出,支持绝对定位、相对定位、电气原点定义等,满足丝网机控制系统的需求。
深圳伟创的SD600交流伺服系统采用全数字电机控制算法,完全以软件方式实现了电流环、位置环、速度环的闭环伺服控制,具有良好的自适应能力,可应用于各种各样的使用场合,满足丝网机控制系统的要求。

图1 电控柜外部图

图2 电控柜内部图
工艺流程:
丝网机主要分成俩部分,一部分是主轴部分,另外一部分是从轴部分(剑带)。主轴部分通过一台工频的三相电机来带动,在电机正转的过程中,通过机械的连杆结构会实现机构来回往复运动,使上下二层丝线的间隙由小变大,再由大变小。现在改造的是从轴部分,通过编码器检测主轴的位置和速率,然后控制从轴使剑带在上下二层丝线由小变大再由大变小的过程中完成拉丝的动作。



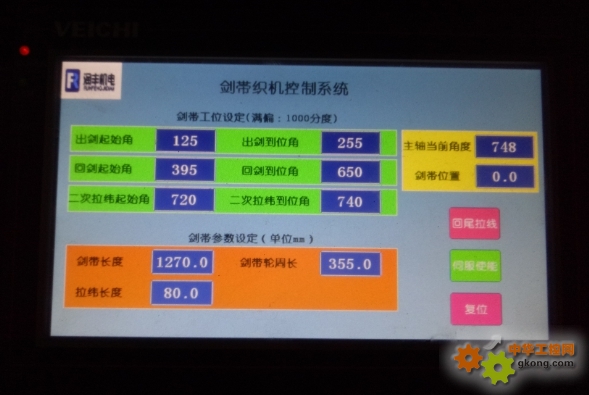
这边将编码器转一圈设置为1000份,主轴处于不同的角度时,伺服电机带动剑带走到相应的位置,完成相应的动作。整体工作流程如上所述,改造的难点主要是如何保证在主轴转动到需要拉纬的位置(上下二层丝线间隙刚刚好,既不会勾住剑带,又能保证丝网的刚性),从轴及时的走到相应位置完成二次拉纬动作(丝线拉到脱离剑带的动作)。二次拉纬位置根据丝网尺寸的不同而有所不同,其位置的好坏直接影响整张丝网的质量,及其重要。
硬件配置及部分程序:
为了解决此次项目的难点,本次程序采用模拟机械连杆结构的方法来实现相应功能,使用A/B相1倍频的单段比较模式来检测主轴的频率及位置,检测到主轴位置后使用PLSY指令使从轴快速跟随到相应的指定位置。整体的控制要求PLC和伺服电机都有较快的响应速度,使用海为PLC和伟创的伺服电机机台正常运转,效果良好。
PLC硬件配置图:
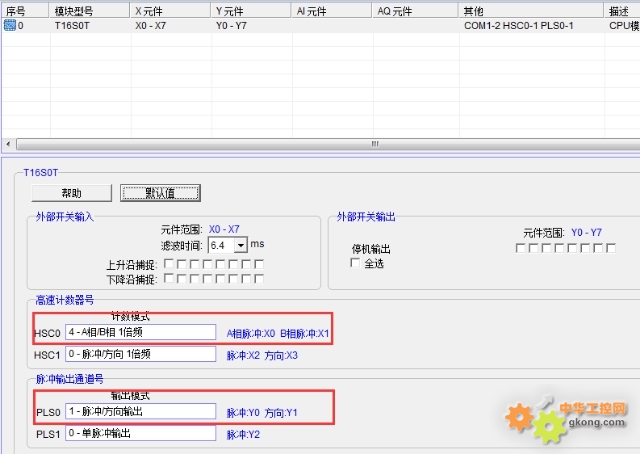
图8 PLC硬件配置图
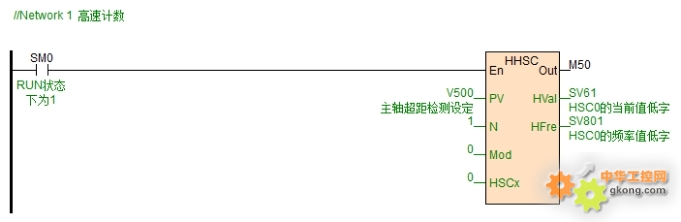
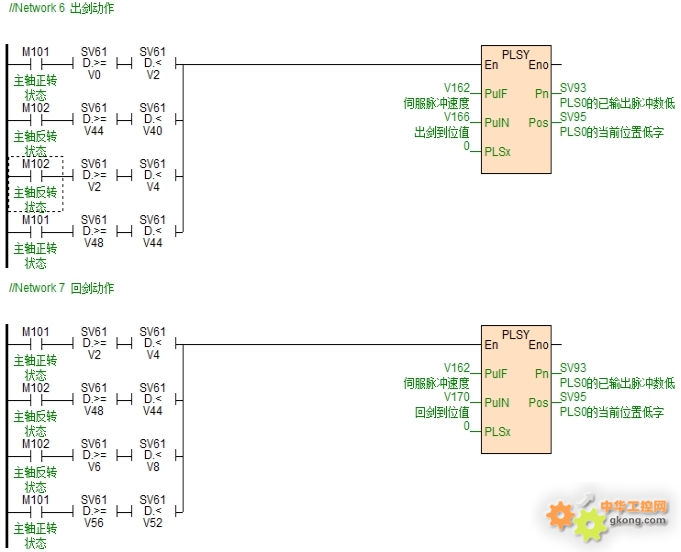
图10 出剑及回剑部分程序
PLC/HMI/SCADA 厦门海为科技有限公司www.haiwell.com


